Vol. 9 No. 1 SPRING 2023

Publisher & Editorial Offices
Inovar Communications Ltd
11 Park Plaza
Battlefield Enterprise Park
Shrewsbury SY1 3AF
United Kingdom
Tel: +44 (0)1743 469909 www.metal-am.com
Managing Director and Editor Nick Williams nick@inovar-communications.com
Group News Editor Paul Whittaker paul@inovar-communications.com
Assistant Editor Charlie Hopson-VandenBos charlie@inovar-communications.com
Advertising Sales Director Jon Craxford
Tel: +44 (0)207 1939 749 jon@inovar-communications.com
Digital Marketer Swetha Akshita swetha@inovar-communications.com
Production Manager Hugo Ribeiro hugo@inovar-communications.com
Office & Accounts Manager Jo Sheffield jo@inovar-communications.com
Subscriptions
Metal Additive Manufacturing is published on a quarterly basis as either a free digital publication or via a paid print subscription. The annual print subscription charge for four issues is £150.00 including shipping. Rates in € and US$ are available on application.
Accuracy of contents
Whilst every effort has been made to ensure the accuracy of the information in this publication, the publisher accepts no responsibility for errors or omissions or for any consequences arising there from. Inovar Communications Ltd cannot be held responsible for views or claims expressed by contributors or advertisers, which are not necessarily those of the publisher.
Advertisements
Although all advertising material is expected to conform to ethical standards, inclusion in this publication does not constitute a guarantee or endorsement of the quality or value of such product or of the claims made by its manufacturer.
Reproduction, storage and usage
Single photocopies of articles may be made for personal use in accordance with national copyright laws. All rights reserved. Except as outlined above, no part of this publication may be reproduced, modified or extracted in any form or by any means without prior permission of the publisher and copyright owner.
Design and production
Inovar Communications Ltd.

ISSN 2050-9693 (Print edition)
ISSN 2050-9707 (Online edition)
This magazine is also available for free download from www.metal-am.com
© 2023 Inovar Communications Ltd
The invaluable role of successful failures
The excitement amongst the space community at the AMUG 2023 conference in Chicago on the evening of 22 March was infectious. From NASA staff to specialists from the myriad of AM technology providers, materials producers and space start-ups, everyone who watched Relativity Space’s first test launch of its Terran 1 rocket, whether on their phones or the big screen, was rooting for the company’s success.
Whilst to those in the Additive Manufacturing industry the use of the technology to produce a new generation of rocket engines is old news, Relativity Space took the technology one step further by using metal AM to produce the rocket’s structure itself. An astounding 85% by mass of the vehicle was additively manufactured, with a future target of 95%.

That the launch failed to reaching orbit should not be a distraction from the monumental achievement of the launch – proving that an AM-built rocket structure can survive Max-Q, the point in a launch when structural loads are at their highest.
Back on Earth, pushing developmental metal AM components to failure in a controlled environment is done with a view to advancing our understanding of the technology. The lessons learned go beyond specific applications and materials and provide insight that can be applied across our industry.
This issue’s cover article from NASA’s Alison Park and Paul Gradl offers such insight. Had it not been for NASA’s position as a US government agency, the knowledge shared here would probably remain confidential for competitive advantage.
From a ‘design-fail-fix’ perspective, it’s expected that developmental components may be pushed to failure. Whilst failure is a word many shy away from, it requires a more nuanced reading and, in the end, is inextricably intertwined with progress.
 Nick Williams Managing Director
Nick Williams Managing Director
Cover image
Successful hot-fire test of a LLAMA
GRCop-42 PBF-LB chamber and experimental C-C nozzle (Courtesy NASA)
GETPDF 3 METAL ADDITIVE
Metal Additive Manufacturing | Spring 2023
MANUFACTURING


125 Separation anxiety: Lessons learned at NASA from a developmental rocket engine failure
So much is discovered when it just all goes wrong. From a ‘design-fail-fix’ perspective, it’s expected that developmental components may be pushed to destruction. With rocket engines that operate near the limits of their performance, however, the need to understand the causes of a failure is critical. In the competitive commercial space business there’s a clear advantage not to disclose knowledge gained from such incidents.
Thankfully, NASA can share what others cannot. Here, Alison Park, Deputy Technical Fellow, Materials and Additive Manufacturing, and Paul Gradl, Principal Engineer, share insights into one failure. >>>

137 What is ‘good’ metal AM? Exploring the industry’s value metrics for production


The Additive Manufacturing industry is in a state of continual evolution. As one group of processes moves towards widespread adoption, others are being introduced and refined. In such a dynamic environment, how do we define AM, and what does ‘good’ AM look like? This article considers the status quo of conventional manufacturing before comparing key AM processes. Steven Camilleri, Andrew Duguid, Sam Katz and Chris Massar (SPEE3D), Martin McMahon (MAM Solutions), Victor Champagne (US Army Research Laboratory), Ozan Özdemir (Northeastern University), Anthony Naccarelli and Timothy Eden (Penn State), Krishnan Kannoorpatti (Charles Darwin University) and Bruce McLean (University of Sydney) unravel AM’s value metrics. >>>



GETPDF Metal Additive Manufacturing | Spring 2023 5 Vol. 9 No. 1 © 2023 Inovar Communications Ltd 12 156 184 175 52 Vol. 8 No. 3 © 2022 Inovar Communications Ltd
Contents Regular features... 11 Industry news >>> 191 Events guide >>> 195 Advertisers’ index & buyer’s guide >>>


3D Printing
The Reality Behind Support-free
Find out more
151 An inside perspective on China’s thriving metal Additive Manufacturing industry
A decade ago, the majority of commercial metal Additive Manufacturing machine, materials and application developments took place in Europe and North America. Today, the picture is very different and China in particular has become a leading global player.


Clear national strategies, combined with a strong drive to leverage commercial opportunities, have resulted in a powerful and dynamic metal AM industry that is moving rapidly towards self-sufficiency.
In this article, Xuesong Pan (Peter), co-founder of China’s 3D printing media company Nanjixiong, reports on recent developments. >>>
167 Additive Manufacturing for jewellery and watchmaking: Exploring the potential of sinter-based technologies
Three years ago, Metal AM magazine published a widely read article on the use of Laser Beam Powder Bed Fusion (PBF-LB) technology for precious metal jewellery production.


Today, the continuing rise of sinter-based AM technologies promises to open up the jewellery sector yet further, with new opportunities for both mass-market production as well as bespoke pieces.
Chiara Armbruster, Sonja Kappler, Carlo Burkhardt, Gerald Mitteramskogler and Apollinaria Frydmann offer an overview of this new generation of solutions and the state of the technology. A number of application examples are also presented. >>>

GETPDF Metal Additive Manufacturing | Spring 2023 7 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
Access all our back issues at www.metal-am.com
Quality, Experience and Customer Relationships



Elnik’s innovations and experiences in all areas of temperature and atmosphere management have led us to become the leaders for the Batch-based Debind and Sinter equipment industry. We have applied these core competencies across a wide variety of industries through our 50 year history and look forward to the emergence of new technologies that will continue to drive demand for new innovative products.

We offer:
First Stage Debind Equipment (Catalytic, Solvent, Water)
Debind & Sinter Furnaces (All Metal or Graphite)


Elnik’s experienced team is driven to be the only partner you need for all your MIM and Metal AM equipment for 2022 and beyond.

Metal Additive Manufacturing | Spring 2023 8 © 2023 Inovar Communications Ltd Vol. 9 No. 1 107 Commerce Road | Cedar Grove, NJ 07009 USA | +1 973.239.6066 | elnik.com
We are driven by these values.
177 Metal Additive Manufacturing for digital dentistry: An introduction for dental professionals

Thanks to a new generation of compact metal Additive Manufacturing machines optimised for dental laboratories, combined with software improvements and optimised workflows, AM technology is now being more widely implemented in medium- to large-sized dental laboratories.
In this article, Stijn Hanssen, Director, Dental Applications & Business Development, 3D Systems, reports on the application of metal AM technology for digital dentistry, reducing labour costs, maximising productivity and providing faster outcomes for patients. >>>
183 Case study: The development of a multimaterial heat sink by Additive Manufacturing using Aerosint technology

Additive Manufacturing offers the opportunity to transform industrial production. Currently, however, AM components are typically produced in only one material, which in many cases does not allow for full performance utilisation.
In this article, Xiaoshuang Li and Arthur Seibel describe, through a heat sink case study, how multi-material design and manufacturing can increase component performance as well as integrate additional functionalities when using the Laser Beam Powder Bed Fusion (PBF-LB) process. >>>

Regular features...
GETPDF Metal Additive Manufacturing | Spring 2023 9 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
11 Industry news >>> 191 Events guide >>> 195 Advertisers’ index & buyer’s guide Our advertisers’ index serves as a convenient guide to suppliers of AM machines, materials, part manufacturing services, software and associated production equipment.
digital edition of
available at
on
company name to
its advert, or on the weblink to
directly to
In the
Metal AM magazine,
www.metal-am.com, simply click
a
view
go
its website. >>>


| contents | news | events | advertisers | print sub | newsletter | Metal Additive Manufacturing | Summer 2021 10 © 2021 Inovar Communications Ltd Vol. 7 No. 2
Czinger Vehicles and Xtrac develop additively manufactured gearbox for 21C hypercar


Czinger Vehicles has partnered with motorsport gearbox specialist Xtrac to produce an additively manufactured high-performance gearbox case for use in its 21C hypercar. The topology-optimised gearbox is manufactured from a proprietary aluminium alloy, reportedly leading to significant weight savings, outstanding structural performance and production quality, and efficient manufacturing times.
The gearbox is built using the Divergent Adaptive Production System (DAPS), a software/hardware solution from Divergent, which is designed to replace traditional vehicle manufacturing. The DAPS approach eliminates the need for tooling, enabling a reduction in development time and the ability to make real-time design improvements.
Based in Berkshire, UK, and with US facilities in Indiana and North Carolina, Xtrac develops and manufactures world-leading transmission and driveline products, including gearboxes, differentials, and gearchange systems. Since 1984, over 1,200 gearbox designs have been produced, with many used in top-level professional motorsport globally. Partnering with Xtrac to engineer and develop the 21C’s additively manufactured gearbox is anticipated to further boost the 21C’s performance.
“We are proud to team Czinger’s world-class engineers with those at Xtrac,“ stated Lukas Czinger, Czinger Co-Founder and SVP Operations. “Together, we have developed an incredible, industry-first gearbox that is truly at the pinnacle of
performance. We can’t wait to shatter more track records as we utilise this system in the 21C.” The gearbox features the following performance specifications:
• Automated 7- speed, semi - sequential gearbox
• First 48V- electrically actuated twin barrel system, resulting in what is reputed to be the fastest automated single-clutch synchromesh gearbox
• Dual barrel gear actuation allows for smoother EV- to - rear drive blending for easier city driving
• Sub - 100 ms shifts combined with blending of front- axle EV power allow for easy shifts for high-performance driving. Reputedly features the highest torque transmitted per mass of gearcase for any road - legal vehicle
“What our Xtrac engineers have accomplished in tandem with Czinger and Divergent is groundbreaking. Xtrac is pleased to be at the forefront of cutting-edge gearbox manufacturing by creating these 3D printed casings. It has been extremely interesting and very stimulating for our engineers working closely together to bring this cutting edge innovation to life,” Adrian Moore, CEO, Xtrac.
www.xtrac.com
www.czinger.com
| contents | news | events | advertisers | print sub | newsletter | GETPDF Metal Additive Manufacturing | Spring 2023 11 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
Industry news
The additively manufactured gearbox is currently undergoing validation in the Czinger 21C and Vmax hypercars (Courtesy Czinger Vehicles)
The Czinger 21C incorporates over 350 metal additively manufactured components and structures throughout the car, from the vehicle’s chassis to brake, suspension and exhaust components (Courtesy Czinger Vehicles)
Relativity Space launches world’s first additively manufactured rocket

Relativity Space, Long Beach, California, USA, launched its Terran 1, the world’s first additively manufactured rocket, from Cape Canaveral, Florida. The spacecraft however, which was tagged “GLHF”

(Good Luck, Have Fun), didn’t make it into orbit due to a failure with the upper stage engine after a successful stage separation. Despite this, the team at Relativity found many positives.
Nikon completes its takeover of SLM Solutions
Following the public takeover announced last year, Nikon Corporation, headquartered in Tokyo, Japan, has now completed its acquisition of SLM Solutions, based in Lübeck, Germany. At the time of the previous announcement, the total transaction had been valued at some €622 million.
Toshikazu Umatate, CEO of Nikon, stated, “We are very pleased that our transaction has progressed successfully, and we are looking forward to partnering with SLM. We value SLM’s capabilities in the metal Additive Manufacturing space, and together we can provide holistic solutions at an accelerated pace to customers in a variety of industries around the world. We look forward to enhancing and growing our digital manufacturing business, which we are confident will lead to a revolution in global mass production.”
Sam O’Leary, CEO of SLM, added “With its deep expertise in developing cutting-edge opto-electronic technology and precision equipment, Nikon is the perfect partner for SLM. Together with Nikon, we will further strengthen our leading position in integrated metal Additive Manufacturing through consistently raising the bar in this innovation-centric environment. We have demonstrated the relevance of our technology to every major industry, and with Nikon we are confident we will expand our customer base even further.”
The acquisition of SLM will expand Nikon’s portfolio of metal AM technology. In its Vision 2030 statement, Nikon set out the aim to become a key technology solutions company, stating that growth in digital manufacturing can best be achieved by the adoption of metal Additive Manufacturing. www.slm-solutions.com www.nikon.com
“Today is a huge win, with many historic firsts,” the company said in a tweet, adding that it will assess the flight data and provide updates in the coming days.
The two-stage, 34 m tall and 2.3 m wide rocket is the largest additively manufactured object to attempt orbital flight. Working towards its goal of being 95% additively manufactured, Relativity’s first Terran 1 vehicle was 85% additively manufactured by mass. The Terran 1 has nine Aeon engines in its first stage, and one Aeon Vac in its second stage.
“No one’s ever attempted to launch a 3D-printed rocket into orbit,” stated Arwa Tizani Kelly, technical programme manager for test and launch at Relativity, during a livestream. “And while we didn’t make it all the way today, we gathered enough data to show that flying 3D printed rockets is possible.”
www.relativityspace.com
MELD partners with Hepburn & Sons for defence sector MRO
Hepburn and Sons, Manassas, Virginia, USA, has partnered with MELD Manufacturing Corporation, Christiansburg, Virginia to bring large-scale metal Additive Manufacturing to the defence manufacturing and repair sector. The companies first began working together in 2021 to introduce the US Navy, other military services and the Department of Defense to MELD’s additive friction stir deposition AM technology. Through their new relationship, the Hepburn MELD team believes they can utilise MELD technology to help resolve challenges in the Navy and in the US defence sector generally, including supply chain disruptions caused by scarcity of metal spare parts along with excessive lead times.
www.meldprintworks.com
www.hepburnandsons.com
Metal Additive Manufacturing | Spring 2023 12 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
The Terran 1 prepared for launch at Cape Canaveral (Courtesy Relativity Space)
The Terran 1 has a total of nine Aeon engines in its first stage (Courtesy Relativity Space)
CHARACTERISTICS
Plasma Quality Powder

High Sphericity
High Purity Traceability
Ti64
AM METAL POWDER MANUFACTURER
Tekna.com W Ta Al ALLOYS Ni ALLOYS
Desktop Metal announces $50 million cost-reduction plans




Desktop Metal has announced a $50 million cost-reduction plan, following the conclusion of similar cost savings announced in June last year. Said to prioritise investments and operations in line with near-term revenue generation, the move is an effort to position the company to achieve its long-term financial goals.



A key part of the plan will be to consolidate several locations in the United States and Canada into four hubs in Massachusetts, Pennsylvania, Texas, and the Midwest. The company also plans a further workforce reduction of approximately 15%. Along with
the cost optimisation and strategic integration initiative commenced in June 2022, the plan is expected to deliver annualised savings of $100 million in 2023.


“These cost reductions will help us improve margins and reduce costs to accelerate our path to profitability,” stated Ric Fulop, founder and CEO of Desktop Metal. “Our talent is the critical success factor that helps us drive the industry forward. These actions reinforce our highest priorities and create a flatter, more agile organisation. I value the contributions of everyone who has served and continues to serve Desktop Metal.”
www.desktopmetal.com
3D Systems reaches settlement over past US export violations


The US Department of State has concluded an administrative settlement with 3D Systems, Rock Hill, South Carolina, to resolve alleged violations of the US Arms Export Control Act (ACEA) and the International Traffic in Arms Regulations (ITAR). It was stated that a settlement, totalling $20,000,000, has been reached following an extensive compliance review by the Office of Defense Trade Controls Compliance in the Department’s Bureau of Political-Military Affairs.
The Department of State and 3D Systems agreement was in pursuant of ITAR section 128.11, to address alleged violations occurring between 2012-2018 involving the unauthorised exports of technical data to Germany, unauthorised exports and retransfers of technical data to China, a proscribed destination under ITAR section 126.1, unauthorised reexports of technical data to Taiwan, unauthorised exports of technical data to foreignperson employees, and the failure to maintain ITAR records.
Under the terms of the thirty-six month Consent Agreement, 3D

Systems will pay a civil penalty of $20,000,000. The Department has agreed to suspend $10,000,000 of this amount on the condition that the funds will be used for Departmentapproved Consent Agreement remedial compliance measures to strengthen 3D Systems’ compliance programme. In addition, the company will engage an external Special Compliance officer for at least the first year of the Consent Agreement and will conduct two external audits of its ITAR compliance programme and implement additional compliance measures.
The company cooperated with the State Department’s review and has been undertaking corrective actions to address the misconduct by expanding the scope of its internal investigation to cover exports of technical data, implementing remedial compliance measures, selling its business unit primarily responsible for ITAR activity, and signing a statute of limitations agreement tolling the statutory period. As such, 3D Systems will not be administratively debarred.
www.3dsystems.com
Metal Additive Manufacturing | Spring 2023 14 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News Nickel Aluminium Additive Manufacturing MIM HIP Magnesium Silicon Aerospace Medical Automotive Cobalt Superalloys Titanium Nickel Aluminium Additive Manufacturing MIM HIP Magnesium Silicon Aerospace Medical Automotive Cobalt Superalloys MPP Ltd Metal Powder & Process Limited Tel: +44 (0)1323 404 844 info@metalpowderprocess.co.uk www.metalpowderprocess.co.uk PM Solutions by Design Ÿ Powders optimised for A M and other major processes
S pherical, free flowing, low oxygen content powders
We can arrange trials from R&D to pilot to production
Ÿ
Ÿ
HERMIGA - Vacuum Inert Gas Atomiser (VIGA) supplied by PSI Ltd www.psiltd.co.uk Technical support to meet your powder requirements Ÿ A utomotive Ÿ A erospace Ÿ E nergy Storage Ÿ E nergy Generation Ÿ M edical Application of M P P Powders
M P P Ltd manufactures both large and small lots, delivering powders in quantities as low as 5kg through to multi-tonnage orders.
Performance. Precision. Power.
Forward-looking engineering firms choose Additive Industries’ MetalFABG2 AM printer because there’s nothing else like it. That’s why the Alfa Romeo F1® team is utilizing it to manufacture precision-engineered components on this season’s car.
The MetalFABG2 AM printer’s unique configurations enable you to upgrade its functionality at any time, scaling up as your production needs grow and protecting your investment. It allows you to automate any workflow: from remote job starts to de-powdering and sieving, to production runs with multiple back-to-back builds. additiveindustries.com

Zeda closes $52 million Series B financing round, adds first of eight FormUp 350 AM machines
Zeda, Inc., Fremont, California, USA, has closed a $52 million Series B financing round, with funding expected to accelerate the company’s geographic footprint and medical product expansion in the US and Asia. Zeda is the new name for PrinterPrezz and its subsidiary Vertex Manufacturing. The name change followed a rebranding earlier this year and, as a single entity, Zeda now has facilities in California, Ohio and Singapore. To date, the company has raised a total of $68 million in funding.
Zeda intends to primarily use the proceeds to fund its new advanced manufacturing digital foundry in Cincinnati, Ohio, as well as expand its facilities globally to address the growth in demand for metal Additive Manufacturing in the medical, aerospace, defence, space, and energy applications, as well as expansion into the Asian market for its medical implant applications. This follows the announcement last year of an agreement with the Singapore Healthcare Clusters and the National Additive Manufacturing Innovation Cluster (NAMIC) to grow the AM implant market in the region.
“Zeda is seeing exponential growth in our served markets, driven by our regulated-industry partners and
products, due to the global environment and localising of supply chains,” stated Shri Shetty, CEO of Zeda.
“We are delighted to have closed a substantial round, particularly with the current economic headwinds. This further validates our vision for the company and the capabilities of our exceptional team to execute against our business plan.”
This Series B round included participation by multiple new institutional and strategic investors, including Michelin, Taiyo Nippon Sanso Corporation (a Mitsubishi Chemical Group company), and Fives Group. It was jointly led by existing investors Boutique Venture Partners, Berkeley Catalyst Fund, DOV Management, and Solvay Ventures.
“As this funding round shows, there is a market even in tough times for industry leaders like Zeda. Few challenges are as complex as revitalising localised manufacturing and securing critical supply chains,” added David You, founder & CEO, DOV Management. “We’re pleased to invest in Zeda as we believe, leveraging advanced manufacturing and technology, it’s best positioned to deliver reliable, high-quality products across multiple regulated industries and applications.”
Eight new FormUP 350 AM machines
In a further release, the company also announced delivery of its first FormUp 350 Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine from AddUp Inc, Cincinnati, Ohio, the North American subsidiary of France’s AddUp SAS. This machine is the first of eight FormUp 350 machines, ordered to support the growth of Zeda’s newly expanded ISO AS9100 certified manufacturing facility located in Cincinnati.

This first FormUp 350 will be used to additively manufacture metal parts using Inconel 718 and will be qualified to support critical aerospace and defence part manufacturing. Zeda has identified unique capabilities made possible with the machine which may aid in broadening the application of Additive Manufacturing technology and how it can be utilised across multiple industries including those in regulated spaces such as aerospace and defence industries.
“We are pleased to be adding AddUp’s tools to our portfolio of advanced manufacturing technologies,” added Greg Morris, CTO, Zeda. “AddUp has demonstrated a set of capabilities that enable us to address unique design and application challenges faced by our growing base of aerospace, space, and defence customers.”
Rush LaSelle, CEO, AddUp, stated, “The success that Greg Morris achieved in pioneering the use of Additive Manufacturing in regulated industries combined with the novel approaches being introduced by the extended Zeda team represent a critical service for our customers. We couldn’t be more excited about the opportunity to collaborate with such a veteran team in delivering high-value metal components to industry using our factory-proven solutions.”
Zeda’s advanced manufacturing facility enables the expansion of production capacity with thirty additional AM machines in the nearterm and factory space to implement over 100 tools as the business grows in the mid-term. www.addupsolutions.com
Metal Additive Manufacturing | Spring 2023 16 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Rush LaSelle, CEO of AddUp (left) and Greg Morris, CTO of Zeda (right) with the first of eight new FormUp350 AM machines at Zeda’s new facility (Courtesy Addup)
www.z8a.com



| contents | news | events | advertisers | print sub | newsletter |
GETPDF
Rapidia lowers cost of metal AM machine and furnace package
Rapidia Inc, headquartered in Vancouver, British Columbia, Canada, has announced a significant reduction in the price of its metal Additive Manufacturing hardware, in an effort to make the technology more accessible. The company’s Conflux 1 system – consisting of a metal AM machine and vacuum sintering furnace – is now available starting from $99,000.

In 2020, Rapidia entered a partnership with ExOne, where ExOne marketed the platform as the ExOne Metal Designlab AM machine and X1F sintering furnace. This was a mutually beneficial arrangement, explained Rapidia, as it allowed access to ExOne’s established brand and distribution network, whilst expanding ExOne’s portfolio. When ExOne was acquired by Desktop Metal in late 2021, however, the partnership ended.

Rapidia’s two-step AM technology, developed over several years and first revealed in 2019, works by extruding a flowable bound metal paste. The paste is dried, layer by layer, creating green parts with 90% less binder than found in metal filaments or Metal Injection Moulding (MIM) feedstocks. As a roomtemperature process, the technology is not limited by the speed of melting and then cooling polymer carriers. Moreover, the low binder content allows green parts to be put directly into short sintering cycles, skipping the debinding step and ultimately outputting many finished parts in under twenty-four hours.
“Our metal printing technology is accessible because of its ease of use and low operating cost,” stated Artem Bylinskii, CEO. “We’re now in a position where we feel we can be more proactive and more disruptive
by making our technology more accessible in price too.”
Bylinskii adds, “We see a gap in metal Additive Manufacturing because the cost of entry for production solutions is so high. It’s a major risk for companies to borrow upwards of half a million to get that capability. With our new pricing, we hope to provide a more scalable production solution where businesses can start with a couple of machines and then continue adding printers to their fleet at an easily digestible cost.”
www.rapidia.com
Metal Additive Manufacturing | Spring 2023 18 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Rapidia’s Conflux 1 system consists of a metal AM machine and vacuum sintering furnace (Courtesy Rapidia)
GE to invest $16 million in Additive Manufacturing as part of $450 million facilities upgrade

GE has announced plans to invest over $450 million in its existing US manufacturing facilities this year, with the purchase of new equipment and upgrades said to position the company for a strong future in advance of its planned creation of two independent companies in energy and aerospace.
Of this investment, GE Aerospace expects to spend more than $335 million across its US facilities, including an investment of $16 million to upgrade its Additive Manufacturing capabilities in Auburn, Alabama.
“GE Aerospace is a world leader in aircraft engine production due in large part to the strength and ingenuity of our US employee base,” stated H Lawrence Culp, Jr, chairman and CEO of GE and CEO of GE Aerospace. “The investments we’re making this year support cutting-edge technology that will help advance the next generation of aerospace manufacturing, ensuring a strong future for our employees, our business, the industry, and our commercial and military customers.”
This year’s investments will provide additional support for assembly improvements, capacity expansion and maintenance, and enhanced safety infrastructure upgrades. GE Aerospace’s investment in US manufacturing will also positively impact productivity and quality for its sites in Lynn, Massachusetts; Evendale, Ohio; Lafayette, Indiana; Madisonville, Kentucky; and the aforementioned site in Alabama.
GE Vernova, GE’s portfolio of energy businesses, expects to make upwards of $117 million investments this year – including capacity upgrades, facility maintenance, and equipment and tool management – to bolster its efforts in driving the energy
transition and accelerating the path to reliable, affordable, and sustainable energy. The investment will go on to support facilities in Greenville, South Carolina; Pensacola, Florida; and Schenectady, New York.
“By improving capacity and modernising facilities, GE Vernova will be well positioned to further
drive decarbonisation, increase electrification, and lead the energy transition,” added Scott Strazik, CEO of GE Vernova. “These investments will ensure our employees and facilities are ready to support US energy independence and sustainability goals while positioning the company for long-term stability and success.”
GE currently employs more than 45,000 employees and operates fifty-eight manufacturing facilities in the US.
www.ge.com

Metal Additive Manufacturing | Spring 2023 19 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
NExP-1 Aluminum
NExP-1 makes workplaces safer. Reduce your risk without compromising on the faster print speeds, increased design flexibility, and industry leading part performance Equispheres materials are known for.

Hundreds of incidents, resulting in fires and explosions, are reported annually around the globe.¹ Fortunately, manufacturers can now do even more to improve plant safety – starting with choosing safer materials. Reduce your risk and safeguard the team with NExP-1.
Want more? NExP-1 reduces downtime between prints due to easier handling and faster cleaning. This directly increases your throughput as machine utilization rates increase with more parts printed over the same amount of time.

Stronger, lighter, more precise parts printed faster – and now cleaner and safer, too.
Learn more and connect with the Equispheres team to discuss how to make your production facilities safer and more efficient with NExP-1 at equispheres.com .
| contents | news | events | advertisers | print sub | newsletter |
equispheres.com | Suite 4100, 500 Palladium Dr. Ottawa, Canada | 1.613.903.5855 | info@equispheres.com What the future is made of. ¹Dust Safety Science, 2021 Report
• Purpose-built • Non-explosible • Non-combustible
B-jetting launches affordable Binder Jetting machines
B-jetting LLC, a consultancy dedicated to the expansion of Binder Jetting (BJT) Additive Manufacturing, based in Vandergrift, Pennsylvania, USA, has unveiled two new Additive Manufacturing machines: The Educator and The Researcher. Both machines are said to provide a customer-friendly, turnkey, Binder Jetting solution, opening up metal AM to a wider audience.
The Educator is intended for use as either an entry-level introduction to Binder Jetting, or as a materials and process development tool. This system starts at $100,000 and includes a fully-functional BJT Additive Manufacturing machine with a 60 mm build box, curing oven, and powder recycling system.


The Researcher has the same functionality as the Educator, but
comes with additional modularity. Starting at $180,000, options include an inert chamber, glove box, drop watcher, and the capacity to choose printheads or add additional printheads.
The founders of B-jetting, Dan Brunermer and James Gill, developed The Educator platform to fill a void in the market for a small, affordable, BJT Additive Manufacturing machine backed by industry experience and customer support.
www.b-jetting.com
an introduction to Binder Jetting or as a materials and process development tool. The Researcher (right) has the same functionality, but comes with additional modularity (Courtesy B-jetting)
Wichita State University awarded $100 million to bring advanced manufacturing to US Army ground transport fleet
Wichita State University, Kansas, USA, has reported that its National Institute for Aviation Research (NIAR) has been awarded a $100 million contract from the US Army to advance and modernise the army’s ground transportation fleet. The five-year Modernisation of Integrated Technology for Ground Systems (MINT-GS) award comes from the Materials Division, Advanced Manufacturing of the US Army Combat Capabilities Development Command Ground Vehicle Systems Center (GVSC) at Detroit Arsenal, Michigan.
The mission of the MINT-GS programme is to develop innovative
tools, methodologies and qualification framework for advanced manufacturing processes and materials, allowing for the modernisation and sustainment of ground vehicle and ground vehicle components. It supports GVSC’s mission to provide soldiers with enhanced capabilities and to ensure readiness.
The programme will leverage NIAR’s knowledge, capabilities and experience in advanced manufacturing, material and part development and qualification, and digital twin. NIAR’s initial projects are focused on rapid qualification of metal Additive Manufacturing through Laser Beam Powder Bed
Fusion (PBF-LB) and Directed Energy Deposition (DED) processes.
The cooperative agreement includes nine potential sub-recipient universities, including Auburn University, which is focusing on materials, parts and process qualification. Rachael Andrulonis, NIAR director of advanced materials research, serves as principal investigator and director; and John Tomblin, WSU senior vice president for Industry and Defense Programs and NIAR executive director, serves as alternative director.
“Through this programme, the US Army GVSC will capitalise on multiple areas of expertise at Wichita State, including advanced materials development and qualification expertise,” stated Tomblin. “It is a unique opportunity for the Wichita manufacturing industry and WSU students to connect with a new division of the US Army.”
www.wichita.edu
Metal Additive Manufacturing | Spring 2023 21 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
The Educator (left) is intended for use as either
3D Systems announces restructuring initiative for software and metal
AM machines
3D Systems, Rock Hill, South Carolina, has announced a multi-faceted restructuring initiative to improve operating efficiencies, including optimising its European metal Additive Manufacturing operations and streamlining its software organisation. The initiative is expected to reduce operating expenses in 2023 by approximately $2.5-3.5 million and provide an annualised savings of approximately $5.5-7 million in 2024 and beyond.
As a key aspect of the restructuring initiative, the company will consolidate the engineering and manufacturing of its metal AM machines to reduce cycle time on new product introductions and
increase operational efficiencies. This includes the DMP 200 (small), DMP 350 (medium), and DMP 500 (large) Laser Beam Powder Bed Fusion (PBF-LB) machines.

3D Systems has also streamlined its software development operating structure to further reduce ongoing operating expenses. Software is an essential element of the company’s future growth strategy and, over the past year, the company has merged its portfolio of Additive Manufacturing applications with the Oqton Manufacturing Operating System organisation, creating an integrated end-to-end software suite under a unified management structure. These latest software-related cost savings are said to reflect synergies derived from this successful integration effort.
Activities related to these restructuring initiatives will begin immediately and are expected to be completed by mid-2023.
“These restructuring efforts are an extension of the work we began in late-2020 to streamline our operational footprint and better leverage our company scale in Additive
KAM and Gränges Powder Metallurgy partner to expand high-performance DISPAL alloy use
Keselowski Advanced Manufacturing (KAM), Statesville, North Carolina, USA, has partnered with Gränges Powder Metallurgy (GPM) – headquartered in Stockholm, Sweden, and represented in the United States by JD Technologies Global – to expand GPM’s Additive Manufacturing business, including its DISPAL® aluminium material, in the US.
DISPAL is said to be superior to aluminium, with high temperature resistance, significantly reduced wear, high stiffness and strength, low density & weight, a very low
coefficient of thermal expansion, and excellent thermal shock behaviour. It is also lighter than steel and reported to be cheaper than titanium.
Industries that GPM believes will benefit from the advantages of DISPAL materials include aerospace, satellite technology, military & defence, high-precision industrial automation, and demanding applications such as pumps, laser systems, hydraulics, and optical structures.
“We’re really excited to be able to work with GPM’s DISPAL material as
Manufacturing,” stated Dr Jeffrey Graves, 3D Systems’ president and CEO. “Over the last year, we have made significant progress through the focusing of our development activities and by selectively insourcing the manufacture of our high-complexity, high-value 3D polymer printers. These efforts have reduced operating costs while improving customer quality and delivery reliability. With momentum established in our polymer platform operations, we will now extend our focus to our metal systems, bringing together and streamlining our engineering and operations teams.”
“With regard to software,” he continued, “through the acquisition of Oqton and the subsequent consolidation of our software platforms under a unified organisational structure, we have now enabled further operational efficiencies to be gained in this key area of the company. While we have significant benefits to realise from all of these efforts, they by no means represent the last chapter of efficiency improvements that are available to us. Moving forward, we will continue to implement improvement plans to meet our goal of being the leading, most successful Additive Manufacturing company in the world.”
www.3dsystems.com
it provides additional design freedom and light-weighting of parts, while maintaining the strength needed for critical applications,” stated Jim O’Toole, KAM VP of Engineering and Sales. “This will be a win-win for our customers in the space and aerospace industries.”
Joakim Andersson, Granges Sales Director/New Sales, added, “We’re thrilled to be partnered with KAM in the United States. Their team understands what our proven DISPAL material offers, including enhanced performance and significant life cycle cost savings. This partnership allows us to offer DISPAL when Additive Manufacturing is the optimum solution.”
www.granges.com
www.kamsolutions.com
Metal Additive Manufacturing | Spring 2023 22 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
3D Systems offers a range of metal AM machines and complementary equipment (Courtesy 3D Systems)



WHEN ASTRONAUTS WALK ON THE MOON, HIGH SPHERICITY & FLUIDITY LOW OXYGEN & LOW NITROGEN LEVELS HIGH EFFICIENCY FOR TARGETED PARTICLE SIZING HIGHER PRODUCTION OUTPUT WITH A MUCH SHORTER PRODUCTION CYCLE THEY CAN SEE WE ARE UP THERE! WWW.CNPCPOWDER.COM ©2023 CNPC Powder Group Co., Ltd Visit Us at Booth 3353 Visit Us at Booth 321
Ricoh 3D collaborates with AMFG to automate Additive Manufacturing workflow





Ricoh 3D, the Additive Manufacturing services brand of Ricoh Company Ltd, headquartered in Tokyo, Japan, has deepened its partnership with AMFG, a developer of MES and workflow automation software based in London, UK. AMFG’s automated quotation functionality brings instant ordering capability to Ricoh 3D’s customers and, following over two years of successful partnership, Ricoh 3D has expanded its investment in AMFG’s solution, adopting a number of additional features to leverage the software’s wider capabilities.
Using AMFG’s instant quotation tool, customers are able to directly upload their files and subsequently receive an accurate quotation in a matter of seconds. Once an order has been confirmed, Ricoh 3D’s projects team are then able to prepare the file for production, making use of the software’s auto-analysis and repair tools.
The upgrade to AMFG’s Ultimate licence includes options such as machine monitoring, build-preparation software preparation, automated production scheduling and integration with shipping providers. Implementing these features is expected to grant critical insights into Ricoh’s medical part production, monitoring operational progress and ensuring that parts maintain consistently exceptional quality levels where needed the most. This provision of full traceability enables the company to conform with exacting ISO:13485 standards, vital for the medical industry.
“When we started the business, we were using manual methods of communicating with customers and transferring parts to people for production,” stated Richard Minifie, a Design Engineer at Ricoh 3D. “AMFG…has totally streamlined that. For example, quoting used to take us over thirty minutes – now it can take us less than two minutes. For us, it’s been a game changer. It’s streamlined our manufacturing process right from start to finish”.
AMFG’s software has been integrated into Ricoh 3D’s business intelligence platform and build preparation software, as well as with its logistics provider. This level of integration is expected to provide Ricoh with a seamless digital thread to manage the full complexity of its Additive Manufacturing operations.




Matt Martin, VP EMEA at AMFG added, “Our journey with Ricoh started a couple of years ago and their transition towards end-parts manufacturing and the complexities of scaling production, are challenges representative of much of the enterprise 3D printing market. Ricoh constantly challenge us with new obstacles in their evolving workflow, and our partnership is driving rapid product development to benefit both them, and the industry as a whole.”
rapidfab.ricoh-europe.com | www.amfg.ai









Metal Additive Manufacturing | Spring 2023 24 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News medical industrial dental CoCr-Alloys Performance in Laser Powder Bed Fusion Convince yourself! S&S Scheftner GmbH Dekan-Laist-Straße 52 D-55129 Mainz +49 (0) 61 31-94 71 40 sales@scheftner.dental www.scheftner.dental

Metal Additive Manufacturing | Spring 2023 25 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Freeform, a metal Additive Manufacturing company founded by former leaders and engineers from SpaceX, has officially launched out of stealth. The company, based in Hawthorne, California, USA, has raised $45 million to date and plans to deploy a number of software-defined, autonomous AM factories around the world, in an effort to bring on-demand production to mainstream industries. Freeform’s manufacturing-asa-service business model aims to solve issues around the reliance and cost of human labour in traditional manufacturing. Its proprietary technology stack is said to bring the scalability of software to physical production by leveraging advanced sensing, real-time controls, and data-driven learning in a scalable factory architecture. As a result, the company is producing digitally-verified parts at a reportedly unprecedented speed and cost.
“While at SpaceX, I leveraged metal 3D printing to accelerate the development of numerous rocket engines. We were innovating in ways that were not possible before and accelerating our trajectory toward the future; however, we ultimately realised that it was impossible
to print at production scale using even the best current technologies. We founded Freeform to solve this problem and to make this transformative technology available to all industries, giving anyone the ability to rapidly take an idea and produce it at scale,” stated Erik Palitsch, co-founder and CEO of Freeform. “We’re bringing the best talent on the planet together to disrupt the manufacturing industry, and with our recent fundraise, we’re excited to scale production capacity to make printing at scale available to all industries.”

Freeform has already begun its work with customers looking to market products faster. One such is Embark Trucks, a developer of autonomous technology for the trucking industry, which requires the ability to scale seamlessly from prototype to production. Brandon Connors, Head of Programs and Manufacturing, Embark Trucks, explained, “Freeform’s printing service enables us to meet our manufacturing needs, improves supply chain reliability, and gives us the ability to change designs without impacting delivery time, so that we can accelerate the deployment of our technology.”
In addition, Freeform is enabling customers to scale from initial designs into high-volume production. “Freeform offers us the ability to scale up from prototype to production,” explained Nick Doucette, Chief Operations Officer at Ursa Major. Ursa Major is an American aerospace company that works with Freeform for the manufacturing of rocket engine parts. “Freeform’s printing service gives us the ability to change designs rapidly without impacting production cost or delivery time. We are able to get consistent, high-quality metal parts in days instead of weeks.”
Freeform has gone from initial concept to deploying its first production-scale AM factory in just a couple of years, and has paying customers across advanced energy, automotive, aerospace, and industrial sectors.
“Freeform has revolutionised the additive approach,” stated Scott Nolan, Investor from Founders Fund. “Others have tried addressing one component or problem at a time, like thermal stress, but no one else has rethought the entire architecture and approach. Freeform has created more flexibility for how parts are printed, and their cost-effective model has opened up a whole new class of 3D-printable parts.”
Partner at Two Sigma Ventures, Dusan Perovic, who led Freeform’s most recent round, added, “Freeform represents a quantum leap forward for additive manufacturing. And perhaps just as importantly, Erik, TJ, and the team are the right people to bring this technology to a range of industries, blending expertise and engineering savvy, with a mindset of constant improvement.”
Freeform’s team consists of industry leaders from the likes of SpaceX, Velo3D, Carbon, Tesla, and Apple. The company is backed by leading Silicon Valley investors including Two Sigma Ventures, Founders Fund, and Threshold Ventures.

www.freeform.co

Metal Additive Manufacturing | Spring 2023 26 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
NOW IN AR
Freeform aims to establish autonomous AM factories around the world
OSPREY® ONLINE OPENING APRIL 12

Imagine being able to order Osprey® metal powders at any time, from any device. Imagine hassle free ordering, fast shipping, and premium quality straight from the source. On April 12, we open Sandvik’s metal powder webshop – stocked with powders and expertise. Browse our online alloy selection optimized for additive manufacturing, including titanium, maraging steel, nickel-based superalloys, and stainless steels. To celebrate, you’re invited to join a special edition webinar!
MEET THE EXPERTS – EXPLORE THE ALLOYS JOIN THE INAUGURATION WEBINAR ON APRIL 12, 12.00 (CEST). SECURE YOUR SEAT TODAY!

Metal Additive Manufacturing | Spring 2023 27 Vol. 9 No. 1 © 2023 Inovar Communications Ltd More information on METALPOWDER.SANDVIK/OSPREYONLINE

Led by experience. Driven by curiosity. yxlon.comet.tech Comet Yxlon X-ray and CT solutions For quick and easy material inspection in research, development, and production. We exhibit at the Gifa trade fair in Düsseldorf and the Control show in Stuttgart, Germany.
Fabric8Labs sees $50M in funding for electrochemical AM process
Fabric8Labs, San Diego, USA, has closed its $50 million Series B investment round, led by New Enterprise Associates (NEA), with participation from existing investors, including Intel Capital, imec.XPAND, SE Ventures, TDK Ventures, and Lam Capital. This infusion of capital is expected to allow the company to scale its proprietary Electrochemical Additive Manufacturing (ECAM) technology and establish a pilot production facility.
ECAM is a room-temperature AM technology that produces complex, dense metal parts without thermal processing. The technology builds at the atomic level from a water-based feedstock containing dissolved metal ions. The electrochemical approach allows for micron-scale feature resolution, complex internal features, high-purity materials, and rapid scalability to support mass manufacturing.

“We are thrilled to have NEA’s support in executing our vision,” stated Jeff Herman, CEO and co-founder, Fabric8Labs. “It is critical to have partners that are aligned with our mission to fundamentally shift
Electrochemical Additive Manufacturing enables users to manufacture ultra-high resolution, high-purity components (Courtesy Fabric8Labs)
manufacturing with a sustainable, Additive Manufacturing approach, and we have been fortunate to surround ourselves with a team of top tier investors.”
ECAM is said to be uniquely suited to produce ultra-high resolution, pure copper components, which can be directly built onto temperature-sensitive substrates such as PCBs, silicon, or existing metal components. ECAM enables the manufacturing of designs to meet the stringent performance requirements in end-applications such as high-performance computing, data centres, electric vehicles, wearables, RF communications, and a range of consumer products.
“The potential of Fabric8Labs’ novel technology is undeniable and we believe ECAM is suited to support
Kolibri announces new K-Series metal AM machine

Kolibri Metals GmbH, Amtzell, Germany, has released the K260HT, the latest addition to its SLM K Series of Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing machines. The machine features a build envelope measuring 260 x 260 x 430 mm, and either one or two 500 W IPG fibre lasers.
The K260HT is suitable for processing with titanium alloy, aluminium alloy, cobalt chromium, copper alloy, high temperature alloys
stainless steel, tool steel and all defined Kolibri material mixtures. The powder capacity of the supply chamber is 1.5 X that of the powder capacity of the forming chamber, which is intended to ensure longer Additive Manufacturing sessions. The machine also features an alarm function for insufficient powder volume.
In addition to metal AM machines, Kolibri also offers stand-alone powder drying systems. The Kolibri Atacama can be used to dry different
a wide range of applications across the electronics value chain,” added Jennifer Ard, Managing Director at Intel Capital. “As the team works to scale their offerings, they’ll be able to deliver value across multiple business units for their customers, furthering their value-add.”
Fabric8Labs is also developing medical device applications and micro-mechanical components, applications which leverage ECAM’s ability to produce extremely fine, complex features and highperformance alloys. As the company scales, ECAM is expected to enable applications that require ultra-high resolution, such as advanced surgical tools, sensors, diagnostic equipment, and MEMs.
www.Fabric8Labs.com
types of powder outside of the AM machine, and has a drying capacity of 10 kg of powder per hour.
www.kolibri.de.com
Metal Additive Manufacturing | Spring 2023 29 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Industry News
Kolibri released the K260HT AM machine (Courtey Kolibri)
Velo3D releases Flow 5.0 build preparation software
Velo3D, Campbell, California, USA, has announced the latest release of its Flow build preparation software for Additive Manufacturing. Flow 5.0 has added new capabilities for engineers, including user-selectable core parameter sets that provide enhanced control over builds with the ability to assign different parameters to any part on the build plate. This improvement, in addition to Flow’s ability to apply skin and contour overrides, is intended to give customers enhanced control over the final material properties of additively manufactured parts.

“Through our software, we are able to continually expand our manufacturing capabilities based on customers’ needs and feedback,” stated Alexander Varlahanov, VP of Engineering at Velo3D. “By enabling selectable core parameters for customers, engineers can modify the material properties of their parts to better suit the need of the application, including more isotropic parts. This even works on builds with multiple types of parts where each requires a different core parameter set.”
The latest update also includes checks and messages that identify possible errors before a build even starts, reducing the likelihood of customers experiencing failures in
their builds. Flow also now includes labelling for objects; customers can easily add alphanumeric characters, like serial numbers or other unique identifying text, to their builds within the Flow software to clearly identify and label instances of their parts. Once the build file is produced, the characters can be updated through a new Label Updater tool.
Flow 5.0 also enables a faster method to calculate build times for builds of different part quantity. After a part has been prepared to be built, users can vary the part quantity and
see updated build times to better understand the economics of scaled production. This enables contract manufacturers to speed up their quoting process and accelerates OEM planning and scheduling.
Velo3D considers the Flow software a key part of its metal Additive Manufacturing solution. The software takes CAD files and turns them into AM build files without specialisation or knowledge of Design for Additive Manufacturing (DfAM). Other parts of this solution include the Sapphire metal AM machines, Assure quality assurance software and the underlying Intelligent Fusion manufacturing process.
www.velo3d.com
Velo3D’s Flow 5.0 software now features a new graphical merging feature that enables quicker calculations for increased quantities (Courtesy Velo3D/ Business Wire)
HC Starck Tungsten Powders’ Goslar site EMAS certified
HC Starck Tungsten Powders, Goslar, Germany, a subsidiary of Masan High-Tech Materials Group, has introduced an environmental management system in accordance with the Eco-Management and Audit Scheme (EMAS) at its headquarters. Following validation by TÜV Nord Cert in autumn 2022, the company has now been entered in the EMAS register by the Hanover Chamber of Industry and Commerce.

EMAS is considered one of the world’s most demanding system for environmental management. Certifi -
cation is said to confirm transparent and legally compliant implementation in accordance with the relevant EU regulation on a community eco-management and audit scheme, in which organisations aiming to improve their environmental performance can participate voluntarily.
“Sustainability in a comprehensive sense has traditionally played a prominent role for our company, as reflected for example in our tungsten recycling for decades,” stated Markus Zumdick, Management Systems Officer. “The current EMAS
HC Starck Tungsten Powders has introduced an environmental management system in accordance with the Eco-Management and Audit Scheme (Courtesy HC Starck)
certification underlines this attitude once again and demonstrates how professionally our teams deal with the issue.”
www.hcstarck.com
www.tuvsud.com
Metal Additive Manufacturing | Spring 2023 30 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News






Metal Additive Manufacturing
India releases strategy to boost national AM development
In an effort to cater to next-generation manufacturing and mitigate problems faced in local industry, representatives from the government of India have released a National Strategy on Additive Manufacturing. The government is targeting fifty India-specific technologies, 100 start-ups, 500 projects, ten manufacturing sectors and the addition of 100,000 skilled jobs, thus adding $1 billion to the



© 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Examples in our copper portfolio: CU-OF: > 99.9% pure Cu YOUR PARTNER FOR HIGH QUALITY METAL POWDER www.metalpine.at THE ART OF SPHERICAL POWDER 29 Cu QUALITY MANAGEMENT SYSTEM EN 9100 incl. product design incl. requirements of ISO 9001


Metal Additive Manufacturing | Spring 2023 33 Vol. 9 No. 1 © 2023 Inovar Communications Ltd www.rapidia.com Conflux 1 Metal 3D Printing System Powered by Metal Paste Deposition low operating cost Make metal parts wherever you need them. Get functional parts in under 24 hours. Keep low-volume part production lean and agile. fast turnaround install anywhere
Aalberts forms new HIP, braze and heat treatment business in the US
Aalberts Surface Technologies GmbH, headquartered in Kerpen, Germany, has announced the formation of a new HIP, braze and heat treatment business unit in the US. Through a merger of two existing business units, ‘Aalberts surface technologies – Specialized
Heat Treatment US’ and ‘Aalberts surface technologies – accurate brazing’, the combined companies will now operate as ‘Aalberts surface technologies – HIP, braze, heat treatment’.

Specialized Heat Treatment US was formed when Premier
Sintervac AM debind and sinter vacuum furnaces for Additive Manufactured parts


Over 6,500 production and laboratory furnaces manufactured since 1954

• Metal or graphite hot zones
• Processes all binders for metals or ceramics
• Sizes from 8-1500 liters (0.3–54 cu ft.)
• Pressures from 10-6 mbar to Atmosphere
• Precision heat treating post processing available


• Vacuum, Ar, N2 and H2
• Max possible temperature 3,500°C (6,332°F)
• Worldwide field service, rebuilds and parts for all makes
Thermal, Applied Process, and Ionic Technologies were rebranded as Aalberts surface technologies –specialized heat treatment US in 2022. Accurate Brazing was founded in 1989 in Goffstown, NH and has been part of the Aalberts family since 2006, rebranding as ‘Aalberts surface technologies – accurate brazing’ in 2022.
“Over the course of thirty years, Accurate Brazing has built a strong reputation, partnering with our customers in pursuit of shared success. Moving forward as Aalberts surface technologies – HIP, braze, heat treatment, we will continue that partnership, providing an even stronger portfolio of thermal processing technologies,” stated Brent Davis, formerly president of Accurate Brazing, and now serving as a Director of Operations for the new division.
The realignment includes the thirteen facilities operating as Specialized Heat Treatment US and the four facilities operating as ‘Aalberts surface technologies – accurate brazing’. With these facilities, ‘Aalberts surface technologies – HIP, braze, heat treatment’ is one of the largest providers of thermal processing and metal joining technologies in the US. Steve Wyatt now leads Aalberts surface technologies – HIP, braze, heat treatment as its president, and rebranding activities have started and will continue throughout 2023. Day-to-day plant operations will be largely unaffected.
“The Aalberts brand is defined by its deep commitment to winning with people, mission-critical technologies, and a relentless pursuit of excellence. Having our US thermal processing businesses operate within a single business unit creates an integrated organisation that offers a wider array of technologies to our customers. With our commitment to cutting-edge technologies and access to global resources, we are positioned well, with an eye on the future,” concluded Wyatt.
www.aalberts-st.com
Metal Additive Manufacturing | Spring 2023 34 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Centorr Vacuum Industries 55 Northeastern Blvd Nashua, NH 03062 USA Tel: +1 603 595 7233 Fax: +1 603 595 9220 Email: sales@centorr.com www.centorr.com/am Sintervac® AM WorkhorseTM AM
®
China’s Avimetal AM offers over two hundred metal powders

Avimetal AM, a subsidiary of Jingcheng Electromechanical, Beijing, China, entered the metal Additive Manufacturing equipment market in 2021, adding four new Laser Beam Powder Bed Fusion (PBF-LB) AM machines to its portfolio in 2022. In addition to machine development, the company also produces a wide range of metal powders tailored to Additive Manufacturing and other metal powder-based technologies, including Metal Injection Moulding (MIM), Hot Isostatic Pressing (HIP) and Powder Metallurgy (PM).


Established in 2015, the stateowned company now has three facilities in China, two of which are dedicated to metal powder production and one for building its metal AM machines. Its powder production equipment includes Vacuum Induction Melting and Inert Gas Atomisation (VIGA), Electrode Induction Melting







Inert Gas Atomisation (EIGA), Plasma Rotating Electrode Process (PREP) and Plasma Atomisation (PA).
In total, Avimetal offers more than 200 metal powder alloys and has a current annual capacity of over 5,000 tons. The range includes titanium alloy powders such as CpTi, Ti6Al4V, Ti6Al4VELI, Ti-6.5Al-1Mo-1V-2Zr, Ti-6Al-2Sn-4Zr-2Mo-0.08Si, TiAl4822; superalloy powders including In718, In 625, Hastelloy X, M247, Haynes188, NiTi50; aluminium alloy powders such as AISi7Mg, AISi10Mg; refractory metal powders including Ta, W, Mo; cobalt-chromium powders such as CoCrW, CoCrMo, CoCrMoW as well as steel powders including 18Ni300, 316L, 17-4PH. Customised grades of metal powders are also available.
Over the years, Avimetal has provided metal AM machines, metal powders, and process technology services to more than 5000
customers worldwide. The company’s largest PBF-LB machine now boasts a build volume of 1250 x 1250 x 1500 mm, with a maximum number of twelve lasers, significantly improving the capacity and production efficiency of large and complex structural components.

As well as equipment and metal powders, Avimetal also offers technical training, component design optimisation, modelling, heat treatment and surface treatment solutions.
www.en.avimetal.com













Metal Additive Manufacturing | Spring 2023 35 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News CERAFAB MULTI 2M30 COMBINE METAL & CERAMICS — MULTI-MATERIAL 3D PRINTING PURE COPPER & ALUMINA
PURE COPPER & GLASS CERAMIC RAPID + TCT Booth 5341
We are ceramic 3D printing.
Avimetal began metal powder production at its new Xuzhou facility in 2020 (Courtesy Avimetal)
Sintavia to establish Additive Manufacturing facility for the US Navy

Sintavia, LLC, Hollywood, Florida, USA, has been awarded a contract from Bechtel Plant Machinery, Inc, (BPMI) to establish a dedicated Additive Manufacturing facility in support of the United States Naval Nuclear Propulsion Program. The new, vertically integrated facility
will be used to additively manufacture advanced nuclear propulsion systems for in-production and in-development submarine programmes of the United States Navy, including the next-generation nuclear attack submarine.
“Additive technology — both
with respect to design and manufacturing — is well-known to be a superior method for supplying complex systems across the Aerospace & Defense industry,” stated Brian Neff, Sintavia’s founder and CEO. “But a full adoption of the technology is not possible without investments in the materials, processes, and quality systems needed to additively produce these difficult systems successfully and repeatedly — investments that Sintavia has been making over the past seven years.”
“As the US Navy looks to develop advanced submarine platforms, it is imperative that additive technology plays a central role in that development. We are committed to the success of these Navy programmes, and look forward to continuing to build our relationship with BPMI and the Naval Nuclear Propulsion Program in the coming years,” Neff added.
The new facility, also located in Hollywood, Florida, is expected to come online in the second quarter of 2023.
www.sintavia.com
customers, partners and the communities in which we operate,” added Eileen P Drake, CEO and president of Aerojet Rocketdyne.
L3Harris Technologies, Melbourne, Florida, USA, has announced that it will acquire Aerojet Rocketdyne, El Segundo, California, in a transaction valued at $4.7 billion. The deal is expected to close in 2023, subject to the required regulatory approvals and customary closing conditions.
“We’ve heard the [US Department of Defense] leadership loud and clear: they want high-quality, innovative and cost-effective solutions to meet both current and emerging threats, and they’re relying upon a strong, competitive industrial base to deliver those solutions,” stated Christopher E Kubasik, L3Harris CEO and chair. “With this acquisition, we will use the combined talents of more than 50,000 employees to
drive continuous process improvements, enhance business operations and elevate the performance of this crucial national asset.”
During its 100-year history, Aerojet Rocketdyne has been a provider of propulsion systems and energetics to the US Department of Defense, NASA and other partners and allies worldwide. In recent years, the company adopted Additive Manufacturing into its portfolio for the production of rocket engine components.
“This agreement will accelerate innovation for national security propulsion solutions while providing a premium cash value for our shareholders and tremendous benefits for our employees,
“Joining L3Harris is a testament to the world-class organisation and team we’ve built and represents a natural next phase of our evolution.”
“As part of L3Harris, we will bring our advanced technologies together with their substantial expertise and resources to accelerate our shared purpose: enabling the defence of our nation and space exploration. This is an exciting new chapter for Aerojet Rocketdyne and our over 5,200 dedicated team members, providing them with additional opportunities, and we look forward to working closely with L3Harris to complete this transaction,” added Drake.
www.aerojetrocketdyne.com
www.l3harris.com
Metal Additive Manufacturing | Spring 2023 36 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Sintavia will establish a new facility for supporting the United States Naval Nuclear Propulsion Program (Courtesy Sintavia)
L3Harris to acquire Aerojet Rocketdyne for $4.7 billion
Make every grain count
Available now!
Sustainable metal powders for high quality additive manufacturing. From Outokumpu, the global leader in stainless steel. Level up your manufacturing capabilities using perfectly customized powders, with flexible production and very short lead times.


Find out more at outokumpu.com/metalpowder
HBD breaks ground for new R&D facility in Shanghai

Guangdong Hanbang 3D Tech Co., Ltd. (HBD) has officially broken ground on its facility at Shanghai Lingang Industrial Park, China. The first phase of HBD’s 3D Printing Equipment Base Construction Project is expected to focus on the research & development of large, medium and small-scale Additive Manufacturing equipment in military aerospace, medical, green energy, and industrial precision mould fields, among others.
To start the ceremony, speeches were given by Liu Jianye, chairman of Hanbang Technology; Gao Qi, senior vice president of CITIC Securities; Wang Chengyon, vice president of Guangdong University of Technology-HBD Joint R&D Center for Metal Additive Manufacturing Technology; Wang Yingjun, academician of the Chinese Academy of Engineering and the chief consultant of HBD; and Xu Ningjun, secretary of the party committee of the town of Nantou.
“In the past three years of the epidemic, HBD has seized the opportunity and the momentum, and achieved excellent results in the field of metal 3D printing, with continuous product upgrades, continuous expansion of scale, and continuous enhancement of comprehensive competitiveness,” Gao Qi stated in his speech. “I hope HBD will take this opportunity to continue to become
stronger and bigger, actively promote the high-quality development of the metal Additive Manufacturing industry, and contribute to the localisation process of high-end manufacturing.”


Wang Yingjun added, “The foundation of the metal 3D printing equipment industrialisation base project marks that HBD has entered a new historical stage, and it is hoped that HBD will take this as an opportunity to vigorously promote the application of Additive Manufacturing (3D printing) technology in many fields, realise precision digital medicine, help the innovation of active and passive high-end medical device products, make positive contributions to the national health, actively promote the upgrading of China’s traditional industrial system, and play an important role in the scientific development of China’s manufacturing industry.”
Following the speeches, the groundbreaking moment itself took place, with leaders and guests holding golden shovels to represent hope.
en.hb3dp.com







Gefertec GmbH, a manufacturer of wire-based Directed Energy Deposition (DED) Additive Manufacturing machines based in Berlin, Germany, is now wholly owned by Berlin.Industrial.Group (BIG) Holding. Gefertec has been a member of BIG since its founding in 2015, with BIG now acquiring the remaining shares of Gefertec founders Tobias Röhrich and George Fischer.

cads-additive.com


“This gives Gefertec the necessary freedom of action to further expand and solidify its position in the growing market for 3D metal printing,” stated Igor Haschke, Managing Director, Gefertec, and owner of BIG.
• calculate your 3D printing data faster than ever before • print your parts fi rst-time-right with integrated FEM-Simulation • minimize your material waste due to sophisticated support structures

Gefertec offers a range of machines, including the arc603 with three-axis machining capable of producing metal components up to 3.0 m 3 with a maximum mass of 3000 kg. The arc605 includes five-axis machining and is capable of producing metal components up to 0.8 m 3 with a maximum mass of 500 kg.
www.gefertec.de
www.berlin.industrial.group
Metal Additive Manufacturing | Spring 2023 38 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
YOUR
FIRST CHOICE TO SAVE ON PBF PRINTING
Gefertec
Berlin.Industrial.Group.
now wholly owned by
HBD broke ground on its facility at Shanghai Lingang Industrial Park (Courtesy Guangdong Hanbang 3D Tech)
Build Cleaner, Faster, Stronger and Lighter
E-beam Metal PBF 3D Printer from JEOL
JEOL’s E-beam metal powder bed fusion 3D printer optimizes series production of high quality, reproducible metal parts for aerospace, medical and energy fields. The JEOL JAM-5200EBM from JEOL delivers numerous advantages for metal 3D printing:




• in-situ stress relief, removing need for post build heat treat


• Nesting parts in a single run to maximize productivity
• Support-free builds down to 15˚
• Increasing stability and accuracy with automatic electron beam correction

• Featuring helium-free manufacturing
• Eliminating smoke events with patented e-Shield

• High uptime with long-life cathode > 1500hrs

• Superior service and fast, on-site response
Discover more about the JEOL E-beam Metal AM Machine at May 2-4 Booth #4441



Metal Additive Manufacturing | Spring 2023 39 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
www.jeolusa.com
Turbine blades with stand (Ti64 & Ni-base superalloy 718)
Nested Acetabular cup and its body (Ti64)
Induction heating coil & Heat sink (Pure copper)
Vacuum chamber (Ti64)
FAT/IQ build (Ti64)
Trumpf’s compact, updated TruPrint 1000 targets the dental market
Trumpf, Ditzingen, Germany, has introduced its new TruPrint 1000 Additive Manufacturing machine for series production to the North American market. The entry-level machine was redesigned for the manufacture of dental prostheses cobalt-chrome or titanium alloys, but is also intended for use in other medical technologies, R&D and small-series production.


“The new TruPrint machine is two times faster than its predecessor and is ideally suited for series production, especially in the dental or medical technology industry,” stated Adam Simons, Head of AM Sales & Product at Trumpf Inc. “It is one of the best choices on the market for processing titanium thanks to the machine’s inert powder cycle and very low gas consumption.”
The TruPrint 1000 features two 200 watt lasers and a multi-plate option, which automatically exchanges the build plate. Users can stack up to four build plates in the build cylinder, and the system prints components on them one after the other.

The new machine uses half the floor space of previous versions and can pass easily through a standard door, allowing those in smaller production environments to have several machines side by side to further speed up series production.
With an exchange kit, the build, powder and overflow cylinders can be easily changed, and the filters are accessible on the side of the machine for quick replacement. A material change, such as from cobalt-chrome to titanium, can be completed in fifteen to twenty minutes. The user can also clean the additively manu -
factured components and unpack the build job without opening the door, ensuring operator safety.

Simons continued, “Thanks to the primary and secondary flow, the work area remains clean even after several build jobs and the protective glass does not become contaminated. The same is true when processing tool steel, which can be prone to heavy fuming.”

www.trumpf.com

Metal Additive Manufacturing | Spring 2023 40 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News ADDITIVE MANUFACTURING SOLUTIONS • BUILD PLATES 718, 625, 304/304L, 316L, Ti 6-4, 1045, 5083, 6061, COPPER • PART REMOVAL • RESURFACING YOUR ONE STOP SHOP FOR ADDITIVE SOLUTIONS! 888.282.3292 • additive@upmet.com • www.upmet.com
The updated TruPrint 1000 (Courtesy Trumpf)
Desktop Metal releases Live Suite end-to-end software package
Desktop Metal, Boston, Massachusetts, USA, has launched Live Suite™, a package of software applications bringing new functionality for users of the company’s Additive Manufacturing 2.0 machines across its Desktop Metal, Desktop Health, ETEC and ExOne brands.



Building on the company’s Live Sinter simulation software, Live Suite enables users to additively manufacture their digital designs easily and accurately in metal, polymer, and ceramic parts. Live Sinter uses an advanced multiphysics approach based on GPUs to simulate the end-to-end Additive Manufacturing and sintering process, generating new design shapes that will deliver the desired final part within tight tolerances. Furthermore, Live Sinter applies state-of-the-art machine learning to calibrate this simulation process to match realworld results for Binder Jetting.
“AM 2.0 is a digital manufacturing process that is ultimately powered by software, and we believe Live Suite offers the most intuitive and powerful AM software on the market,” stated Ric Fulop, Founder and CEO of Desktop Metal. “Live Suite is the culmination of six years of development by our talented global software team to make AM technology easy to use and ensure it delivers the highest quality results with the most intelligent approaches. As a result, the high level of success that users of our Binder Jet and DLP technology experience today is simply unmatched.”
Desktop Metal confirmed that Live Suite will be included with most new hardware this year, and is intended to eliminate the need for users to purchase other AM software programs to use their equipment.
A cloud-based hub
Live Platform is the new cloud-based hub for all Live Suite applications and services. Organised into four content categories — build,
manage, learn, and support — the hub enables users to manage their entire workflow in one location with two-factor authentication security.
Live Platform is also the new central administration hub for Live Suite, with the ability to provision and manage Desktop Metal AM systems and users, as well as access firmware updates, knowledge, and
technical support. A new Business Units feature allows larger companies with multiple users and departments to easily manage AM machine permissions and controls for groups.
Customers will also be able to use Live Platform to add on a wide range of application-specific options, such as part serialisation or optimised build instructions for specific parts ranging from dentures to valves.



www.desktopmetal.com

Metal Additive Manufacturing | Spring 2023 41 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
Color
LE-237i-2023.ps T:\MISC\ADS\LE-237\LE-237i-2023.cdr Thursday, February 23, 2023 8:16:40 AM
profile: Disabled

Hexagon launches Nexus, a new platform to streamline distributed Additive Manufacturing
Hexagon’s Manufacturing Intelligence division, headquartered in Cobham, Surrey, UK, has launched its digital reality platform, Nexus. The platform applies the latest cloud technologies in an effort to unblock innovation bottlenecks, enabling global teams to collaborate in real-time across the product lifecycle – from design and engineering to production and quality – to solve design and manufacturing problems together and accelerate time to market.
Nexus makes this possible by connecting equipment, data and processes to create a ‘digital reality’ where insights are available to people in real time, in context and in one place, so users can make better-informed decisions. Hexagon customers will be able to connect what they need from its portfolio of hundreds of design and engineering, production, and metrology software applications and devices, as well as third-party technologies.
“Companies across the world are pushing the boundaries of innovation, and Industry 4.0 is bringing ever more tools, technologies and data sources into view,” stated Parth Joshi, Chief Product and Technology Officer for Hexagon’s Manufacturing

Intelligence division. “However, the industry has a problem – processes and data sources are often siloed and team members struggle to collaborate across disciplines. This is severely hampering progress.”
A number of solutions on Nexus are commercially available, and include:
Metrology Reporting – Connecting Hexagon and third-party metrology data sources
Materials Connect – A cloudbased library for material data
Materials Enrich – Using machine learning and material behaviour
Titomic enters next step of commercialisation with Boeing
Titomic Limited, Brisbane, Australia, has received a AUD $132,174
purchase order from Boeing Space, Intelligence and Weapons Systems for the continuation of flight qualification for components manufactured via Titomic’s Kinetic Fusion Additive Manufacturing.
Further, the purchase order is a result of an agreement made between Titomic and Boeing in May 2019, which was centered around the production of additively manufactured test parts. Since then,
both companies have made progress in their testing and development of Titomic Kinetic Fusion technology for various aerospace applications.
The receipt of the purchase order is a positive development and is said to mark the next step in the productive relationship between the two companies, as well as a step towards commercial manufacturing on a larger scale.
“This purchase order from Boeing is a significant milestone for Titomic and affirms the exceptional
simulations to find and simulate optimal materials
Design for Additive Manufacturing – A pre-configured solution intended to make it easier and more efficient for teams to jointly develop an optimal metal AM part and prepare it for a successful build.
Nexus is designed to help companies of all sizes, making the benefits of the cloud accessible without prohibitive cost, lengthy system integration or IT expense. The company states that anyone can sign up to explore the Hexagon technology ecosystem, with dozens of new apps, solutions, and portal features expected to become part of Nexus over the next year as part of a committed and long-term roadmap.
www.nexus.hexagon.com
work our team has been doing,” stated Herbert Koeck, Managing Director, Titomic. “We are honoured to continue collaborating with Boeing in developing advanced manufacturing applications for aerospace components using our Titomic Kinetic Fusion technology. It is a strong testament to the success we’ve achieved in our testing and development, bringing us one step closer to commercialising our technology on a larger scale. We look forward to continuing our partnership with Boeing and to the future”.
www.titomic.com
www.boeing.com
Metal Additive Manufacturing | Spring 2023 43 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
The Nexus platform can be accessed and managed through the Nexus web interface (Courtesy Hexagon)
Tekna sells two more plasma systems for highly spherical metal powder production
Tekna Holding ASA, Sherbrooke, Quebec, Canada, has signed contracts for the sale of two plasma systems, one TEK15 and one TEK40 model, which enable the development and pilot production of highly spherical metallic or ceramic powders. Amounting to a total value of CA $1.57 million, the systems will be used in a government research centre in Belgium, and by a private company in Asia for commercial R&D purposes. Delivery is expected by the end of 2023.
The TEK15 system can be used for the development of spherical powder, nanomaterials and coatings. The sold system is to be used to develop spherical powder of
various materials to be applied in Additive Manufacturing, for instance, Binder Jetting, as well as Metal Injection Moulding (MIM).
The TEK40 system is an upscaled version of the TEK15 and can be used for development or pilot production purposes. The system sold will be used to develop and produce trial-size samples of spherical refractory metal powders.

“We are excited to announce these contracts for the sales of our TEK15 and TEK40 plasma systems, which demonstrate the growing demand for our advanced materials solutions in the industry. These systems will allow our customers
to experiment with a wide range of materials and explore different plasma environments and conditions. It is exhilarating to enable our customers’ advancements and innovations,” stated Luc Dionne, CEO at Tekna.
www.tekna.com
Metal Additive Manufacturing | Spring 2023 44 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
*in development High-quality, affordable powders Discover our new invention! Reach out to discover more about our safe, high-yield, defect-free DirectPowder™ process. Our MAPP process is enabling expansion of metal alloys. Learn how we can work with you! metalpowderworks.com Copper C14500 C18150* Aluminum 7075-T6 7050-T74 2024-T6 5000 series* 6061* Al-Sc* MPW DirectPowder™ Process: premium barstock to powder
The TEK15 will be used for R&D purposes (Courtesy Tekna Holding)
TruPrint 1000
3D printing in premium quality: highly productive and compact
With the next generation of the TruPrint 1000, we are continuing our success story The metal 3D printer fits perfectly for dental applications with lower part costs through preform, multiplate and hybrid, digital process chain But the machine is also impressive in the R&D area or in small series production

More information at www trumpf com/s/truprint-1000

Vast acquires Launcher, announces plans for artificial gravity space stations

Vast, El Segundo, California, USA, has acquired Launcher, Hawthorne, California. As part of the deal, all of Launcher’s team will be absorbed, including Launcher’s founder, Max Haot, who will act as president. This follows on from the two companies signing a letter of intent in November 2022.
Jed McCaleb, founder of Vast, has stated that Vast will continue the Orbiter space tug and hosted payload products as well as its staged combustion rocket engine E-2. Orbiter will continue to act as a commercial product, honouring its current five customer contracts and intends to sign more.
Despite a power system malfunction waylaying Launcher’s first Orbiter mission, Haot has stated that odds are high that Orbiter will be a stable platform by the end of 2023. Launcher was also developing an in-house launch vehicle, but this programme will be discontinued.
Vast and Launcher did not provide further detail about upcoming Orbiter missions or any future timelines, but stated that the first space station launched by Vast will be zero gravity, followed by stations with artificial gravity.
To date, McCaleb has been funding the venture and plans to continue in this way until the
company sees a revenue stream. He has stated that Vast intends to bid for funding under NASA’s Commercial low Earth Orbit Development (CLD) programme, which was established to support private space stations upon the retirement of the International Space Station (ISS) in 2030.
www.vast.space
www.launcherspace.com
As reported in StartupDaily, Australian-based manufacturing startup Syenta has raised AUD $3.7 million in seed funding. The funds are expected to accelerate the development and delivery of its Additive Manufacturing machines to early customers, as well as taking on product managers and software engineers.
Syenta was founded two years ago by Jekaterina Viktorova and Professor Luke Connal as a spin out of Australian National University (ANU). The pair worked quietly over the intervening years to develop a small-scale, multi-material Additive Manufacturing machine which utilises electrochemistry to manufacture small electronics such as sensors, batteries, PCBs, antennae and photovoltaics. The machine is suitable for use with copper, nickel, silver, gold, molybdenum oxide, zinc telluride, epoxy and conductive polymers such as PEDOT, polyaniline, and polypyrrole.

“Having experienced the limitations of state-of-the-art printed electronics methods firsthand, I’m excited to be working on a method that allows for true multi-material printing that involves fewer steps and less waste,” stated Viktorova. “Our Additive Manufacturing method is a key enabler of innovation in the electronics sector.”
Professor Connal added, “We were trying to solve some fundamental problems to enable printing of metals and plastics at the same time. The day after the first email, we had a proof-of concept that we were onto something. From very early on we were convinced that this was potentially the basis of an impactful company.”
GreatCell Energy’s Paul Moonie, an early customer, stated, “Syenta helped us pave a path to leap hurdles to deliver on high quality, best performing and low-cost, large-scale Australian made Perovskite solar cells.
We’re excited of our future formal collaboration projects using their products and technical know-how to place us ahead of the field in Perovskite technology and product development.”
Connal concluded, “This is a brand-new way to manufacture. It means we can build electronics faster, cheaper and with less energy. These portable factories can be on our customers’ benchtop, removing the reliance of electronic supply chains.”
www.syenta.com.au
Metal Additive Manufacturing | Spring 2023 46 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Syenta receives AUD $3.7 million in seed funding for new AM tech
Vast Space has acquired Launcher (Courtesy Vast)
Syenta was co-founded by CSO Professor Luke Connal and CEO Jekaterina Viktorova (Courtesy Jamie Kidston/ANU)
Metal Additive Manufacturing | Spring 2023 47 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Surface finishing Metal Polymers Cleaning S1 WET – THE VERSATILE WET BLAST SOLUTION FOR CLEANING AND SURFACE FINISHING www.solutions-for-am.com 80 years of experience in surface finishing | Made in Germany 400 m² best in class test lab | Worldwide offices & service A brand of the Rösler Group
Ricoh expands Binder Jetting material line-up with 6000 series aluminium
Ricoh Company, Ltd, headquartered in Tokyo, Japan, is expanding its aluminium Binder Jetting (BJT) material range to include 6000 series aluminium alloy (AlSiMg). In conventional manufacturing, the 6000 series is a commonly used class of aluminium alloy, bringing high strength and corrosion-resistant properties to a wide range of applications.
The 6000 series aluminium alloys are, however, more susceptible to oxidation and less tolerant of impurities, making them some of the most difficult to sinter, explains Ricoh.
In 2020 the company released a 4000 series aluminium (AlSi) that, thanks to the adoption of a liquidphase sintering technology, made the Binder Jetting of this material possible. In the development of the 6000 series, Ricoh partnered with
the Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM, Bremen, Germany, and again made use of the liquidphase sintering process.
When sintering the 6000 series, Ricoh precisely controls the gases in the furnace and uses a highly degradable binder with an optimised debinding process. These technological developments have now made it possible to use Binder Jetting to produce complex 6000 series parts, such as those seen in Fig. 1.
Properties of sintered 6000 series

aluminium parts
In the Binder Jetting process, a droplet of binder is selectively deposited on a powder bed, layer by layer, to fabricate a green body. This green part then undergoes a debind and sinter process, densifying the
green body to obtain the sintered part. However, the Binder Jetting of aluminium has proved problematic because surface oxide hinders densification in the sintering stage.
Following the development of Ricoh’s 6000 series aluminium, results have shown that the relative density of the sintered 6000 aluminium parts produced exceeds 97%.
X-ray computed tomography (Fig. 2) of the sintered sample shows that there are no large voids on either the surface or internally. The microstructure of the same 6000 series sample is shown in Fig. 3 under higher magnification, also indicating sufficient densification after sintering. The relative density of the observed sample was recorded as 97.9%.

Ricoh explains that properties important for aluminium applications, such as tensile strength and thermal conductivity, are equivalent to those of conventional methods. The tensile strength of the sample was reported to be approximately 250 MPa after T6 heat treatment, a common heat treatment for 6000 series aluminium. The thermal conductivity, measured by the laser flash method, was also recorded at 180 W/mK which is equivalent to 6000 series aluminium castings.

Further collaboration
Ricoh states that its 6000 series is ideal for heat exchanger and lightweight structural components, as well as other applications. The company plans to focus on collaborations with customers, along with further development of the new technology.
“We believe that dialogue and co-creation with our customers are extremely important, as is technology development,” stated Takafumi Sasaki, Manager of European AM department, Ricoh Futures BU, Ricoh Company. “We aim to accelerate collaboration with technical partners and customers by utilising this newly developed technology, through the activities at the Customer Experience Centre in Telford, the UK.”
www.ricoh.com
Metal Additive Manufacturing | Spring 2023 48 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Fig. 1 Examples of 6000 series aluminium parts additively manufactured using Binder Jetting (Courtesy Ricoh)
Fig 2 X-ray computed tomography image of 6000 series aluminium sample parts (Courtesy Ricoh)
Fig 3 Microstructure of the 6000 series aluminium sample parts (Courtesy Ricoh)
Reliable analytics and market data for decision makers


Metal Additive Manufacturing | Spring 2023 49 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
additive-manufacturing-report.com NEW REPORT RELEASED
The AMPOWER Report is the new standard. A detailed analysis with more than 80 figures, tables and diagrams describes the world wide industrial metal and polymer Additive Manufacturing market of today and tomorrow. The data is based on primary research data from over 300 personal interviews with industry experts and representatives of the supply chain and user market.
management summary Get your free now
SWISSto12 and Profen to bring satellite connectivity to Türkiye’s aerospace market
SWISSto12, a provider of additively manufactured antenna and radio frequency (RF) system products headquartered in Renens, Switzerland, has announced a multi-year strategic partnership with technology and SATCOM service provider Profen, Istanbul, Türkiye, to bring mobile connectivity to aerospace, maritime and telecommunication markets worldwide.
The partnership between SWISSto12 and Profen is anticipated to accelerate the design, development and production of additively manufactured K/Ka-band antennas for SATCOM on the move (SOTM) user terminals for in-flight, maritime and land mobile connectivity. Additionally, the sales and representation agreement for satellite communications and surveillance applications in the aerospace industry is expected to facilitate the introduction of SWISSto12’s overall RF product portfolio in Türkiye and countries where Profen is active.
“SWISSto12 is defined by its purpose to connect the world through next-generation space technology,” stated Dr Emile de Rijk, SWISSto12 founder and CEO. “The strategic partnership with Profen is an important
milestone in this endeavour and our joint product portfolio will serve a growing customer base with enhanced connectivity. Profen has rightly established itself as a fast-growing leader in the Turkish aerospace market and I am looking forward to collaborating with a highly experienced team as we bring a specialised RF offering to the Turkish market and beyond.”
Onder Havuzlu, CEO of Profen, added, “Profen’s reputation in targeted markets, and technology and product development, together with its systems integration expertise in satellite communication, aligns with SWISSto12’s vision to design and develop pioneering products. We believe this long-term strategic partnership will strengthen the market reach of both companies and ensure real-time connectivity for our customer base wherever it is needed. We are excited to broaden our portfolio by including SWISSto12’s world-class innovative RF products and also by collaborating on the development of a very cost effective, high-performing SOTM terminal to solve connectivity problems in the telecommunication, maritime and aviation sectors.”
www.swissto12.ch
www.profen.com
Furnace manufacturer Gasbarre celebrates fifty years
Gasbarre Products Inc recently marked its fiftieth anniversary. Founded in 1973 by George Gasbarre Sr, in Falls Creek, Pennsylvania, USA, the company began building and rebuilding powder compaction press equipment for the growing Powder Metallurgy market.
Since then, under the direction of Tom Gasbarre from 1999 to 2018 and Alex Gasbarre from 2019 onwards, the company has become a multi-divisional corporation with products in the powder compaction press market, including the original mechanical press, and expanding into hydraulic, high-speed, isostatic, and electric press types.

Gasbarre also has an extensive line of industrial thermal processing systems, including continuous atmosphere to batch atmosphere and continuous vacuum to batch vacuum furnaces. Additional product lines of precision tooling, industrial automation, and contract manufacturing round are also offered by the company. Over the past half century, Gasbarre has 4500+ units installed on six continents in sixty-four countries.
“This could not have been accomplished without the hard work and dedication by team Gasbarre and so many who have come before us,” stated Alex Gasbarre, CEO. “I know that my Grandfather, George Sr., would be proud of what Gasbarre has become today. Thank you to all who made an impact on Gasbarre over the years. Happy fiftieth!”
www.gasbarre.com
Metal Additive Manufacturing | Spring 2023 50 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
SWISSto12 additively manufactures a wide range of antenna and radio frequency system products (Courtesy SWISSto12)
Our ambition: To become net zero by 2037

In the world of metal powders, Höganäs is always at the forefront of innovation.
From more sustainable production processes to new and patented powder compositions, we are dedicated to offering you optimal solutions while reducing environmental impact. With our range of powders designed for additive manufacturing, we can offer powders designed for any application. Combining optimal powder performance with improved sustainability is a priority for Höganäs, as we are on a journey to becoming the world’s first sustainable metal powder producer.
In addition to our material innovations, we have also committed to Science Based Targets and are founding members of the Additive Manufacturing Green Trade Association, demonstrating our ongoing commitment to leading sustainable transformation in our industry.
Scan the QR code to read our 2022 sustainability report
Metal Additive Manufacturing | Spring 2023 51 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
www.hoganas.com
3374HOG
Seco Tools finds new opportunities in metal Additive Manufacturing
Seco Tools, a leading provider of metal cutting solutions for indexable milling, solid milling, turning, holemaking, threading and tooling systems, headquartered in Fagersta, Sweden, reports that it is increasingly adopting Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing as a fundamental part of its operations.
One of the main strengths of this manufacturing method, noted by the company, is the possibility of making specialised customerspecific tools and solutions that would be difficult to achieve through conventional manufacturing. Above all, however, Seco anticipates that
the technology will come into its own when producing tools that must be designed in a special way. This may involve complex geometries or other customisations to customer-specific needs.
Examples of such customisations include making the tools lighter, which improves the vibrationdampening properties, or provide them with better cooling possibilities.
“By directing the coolant to hit the cutting edge at just the right place, we can significantly extend the tool’s useful life. With AM technology, coolant can be guided to locations that would otherwise have been impossible,” stated Ingemar Bite,
R&D Specialist at Seco Tools, who also believes that AM technology is helping to shorten lead times. “AM allows for us to produce geometries that require less manufacturing steps, which often results in shorter lead times and thereby, faster deliveries.”

Additive Manufacturing is also expected to open up the possibility of repairing broken tools in the future, by removing dysfunctional components and manufacturing them anew. This could, for example, involve tool components or the reuse of different types of machine-side connections. This is particularly a good idea in terms of the environment and sustainability. Another advantage with AM technology Seco noted is that, overall, not as much material is used for AM manufacturing and any leftover powder can be reused.
This makes Additive Manufacturing a time- and cost-efficient method for unique production whilst still being suitable for large-scale production. Seco Tools is already additively manufacturing cooling clamps for its Jetstream tools.


“The cooling clamps have a complex form with curved cooling channels and are thus well-suited to this type of manufacture,” explained Bite.
The R&D department at Seco Tools works continuously to improve the use of AM technology for the development and manufacture of new and existing products. The company is constantly looking into ways to improve its products and how to best utilise AM .
“We like to collaborate with our customers on these efforts and to conduct tests together with them,” added Bite. “The materials that are currently used in AM are no different in nature than those being used in conventional manufacturing, and the technology works well with many different metals. In the future, we will add even more and superior materials, while regularly adapting our equipment and upgrading hardware and software as needed.”
www.secotools.com
Metal Additive Manufacturing | Spring 2023 52 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Seco Tools is adopting Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing as a fundamental part of its operations (Courtesy Seco Tools)
Finishing hybrid AM tool on Seco’s HSK100 (Courtesy Seco Tools)
TANIOBIS
Based on our 60 years expertise in manufacturing and development of refractory metals, we have developed AMtrinsic® atomized tantalum and niobium spherical powders and their alloys for demanding additive manufacturing technologies. Our ability to adjust specific intrinsic material properties enables us to push the limits according to the requirements of your application.





AMtrinsic® spherical tantalum and niobium powders provide outstanding combinations of material properties customized for specific applications. Aligned with 3D-printing technology, AMtrinsic® powders can help overcome hurdles in various high-tech industries. The high temperature stability, excellent corrosion resistance and biocompatibility of AMtrinsic® Ta, Nb powders and their alloys deliver a perfect fit for biomedical (Ta, TNT and TNTZ), chemical (Ta, Nb, Ta-W) and aerospace (Ta-W, C103 and FS-85) applications. In addition, AMtrinsic® Nb with its prominent superconducting properties is ideal for the superconducting industry.
TANIOBIS has recently expanded its AMtrinsic® portfolio adding C103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta10W- 1Zr) pre-alloyed powders. High-temperature strength, superior creep properties and their excellent workability with Additive Manufacturing make these alloys great candidates as structural material for various aerospace applications. AM offers design freedom enabling manufacturing of lightweight components with complex features e.g. rocket thruster with integrated cooling channels which is one of the applications of our AMtrinsic® C103 and FS-85 alloys.
Metal Additive Manufacturing | Spring 2023 53 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub GETPDF
HEA Ti-Nb-Ta Ta-W FS-85 C103 TNTZ Ta 108.95 73 Nb 92.906 41
Visit us at Rapid + TCT 2023 Chicago, IL, USA Booth 2753
Wayland ramps up production of its Calibur3 PBF-EB Additive Manufacturing machine
Wayland Additive, Huddersfield, UK, has announced that it is ramping up production of its Calibur3 metal Additive Manufacturing machine in an effort to “insulate customers against supply chain delays.” The Calibur3 uses the Neubeam process, a form of Electron Beam Powder Bed

Fusion (PBF-EB) said to be unique to Wayland Additive.
Currently, Wayland has six machines in production, catering to existing orders. Plans are in place to produce a further ten machines by the end of 2023 and twenty-four more in 2024, a move that shifts the
company away from its former ‘make to order’ model and towards a model wherein customers can buy the Calibur3 ‘off the shelf’ in an effort to reduce delivery times.
Wayland believes that, through a strategic programme wherein it will source components for its machines in advance of customer need, and resource and allocate space for further production ahead of demand, it arms itself to address bottlenecks in the sourcing of supply chainaffected parts and components. This will enable the company to avoid long delivery times for its machines.
Wayland hopes to move from a make-to-order to an off-the-shelf sales model for its Calibur3 (Courtesy Wayland Additive)
Dan Rushton, Operations Manager at Wayland, stated, “We are making a significant investment in facilities and infrastructure at the moment. We have, over the last few months, doubled the size of our production facility, have added an inspection and workshop area, have installed an impressively large carrousel where all machine parts are sorted and stored, and, working towards 2025, will boast a new applications centre and an R&D centre, as well.”
www.waylandadditive.com
Meltio, a manufacturer of metal Additive Manufacturing machines based in Linares, Spain, has announced sales contracts with new partners in the United States (Accufacture LLC), Argentina (Tecmahe), Italy (Wire Trading srl), and Spain (DPR Automatismos). The move will expand its worldwide partner network in response to growing demand for its Meltio Engine CNC and robot integration, as well as the Meltio M450 metal Additive Manufacturing machine, in different industries.
Accufacture LLC will provide a key role in the distribution and support of the Meltio systems in the Midwest region of the United States, as an official sales partner and certified system integrator. The company will specialise in integrating the Meltio Engine with Fanuc robot arms.
“We are thrilled to be working with companies like Accufacture as their expertise as well as customercentric approach are exactly what we are looking for when incorporating partners in the Meltio partner ecosystem,” stated Michael Humphrey, Sales Manager for North America at Meltio. “Together, we will be able to cater to the ever-growing needs of the Midwest market for, and ease the adoption of, metal Additive Manufacturing.”
Italy’s Wire Trading will focus on partnering and driving business opportunities alongside technology centres, tooling machine companies, robotic integrators, academia, and industry. This Italian partner will also attend the Mecspe 2023 show (March 29-31), where it will exclusively showcase the Meltio solutions.
In Spain, around 40 kilometres from Barcelona, Meltio has signed with DPR Automatismos to become the second official integrator of Meltio Engine technology for metal Additive Manufacturing with a robotic arm for Spain and Portugal. This agreement has been arranged through Sicnova, Meltio’s official sales partner in the Iberian Peninsula.
DPR Automatismos offers its customers a comprehensive service when automating any industrial process, and, from now on, it will do so through Meltio’s technological solution for metal parts, specifically with the integration of the Meltio Engine module for robotic arms. With this technological solution, large metal parts can be produced, as the build volume limit is set by the dimensions of the robotic arm itself.
Tecmahe will be responsible for the distribution and support of the Meltio metal AM solutions in the Argentine market.
meltio3d.com
Metal Additive Manufacturing | Spring 2023 54 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Meltio expands its global partner network to meet demand
FROM CONCEPT TO COMPONENT
Additive Manufacturing
The next dimension in tooling for the plastic injection moulding industry

As a global steel and technology leader, we offer the full suite of production techniques and services throughout the value chain, supporting and driving innovation and development based on lengthy experience around materials and processing. Starting from the alloy development and metal powder production, to design and manufacturing and including post-processing. We offer the end-to-end solutions to reduce waste and mitigate risk in the supply chain with the goal of being your trusted and reliable business partner. We deliver tailormade solutions from concept to component.
voestalpine Additive Manufacturing
www.voestalpine.com/additive
Metal Additive Manufacturing | Spring 2023 55 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
Additive Manufacturing Services to Help You Scale


While the world is busy imagining the future of additive manufacturing, Burloak is busy living it.
We have the facilities, the network and the logistics to scale your production and help you realize the efficiencies and advantages of additive manufacturing.
Learn what sets us apart at burloaktech.com
56 | contents | news | events | advertisers | print sub | newsletter | Industry News
AviaTools offers range of depowdering options
AviaTools, based in Fort Lauderdale, Florida, USA, is now offering a range of depowdering systems designed to meet the needs of the metal Additive Manufacturing sector. Developed through close collaboration with aerospace clients, the depowdering machines are available in a number of sizes capable of processing parts up to 1 metric ton and 1.5 m tall.

AviaTools has been involved with commercial aviation Maintenance and Repair Operations (MROs) for almost two decades, fabricating tooling and fixtures for this demanding market. With the aerospace sector increasingly making use of Additive Manufacturing, the depowdering of complex parts is a key stage to ensuring quality. AviaTools sought to meet this challenge by developing a range of depowdering solutions.
”As Additive Manufacturing is slowly replacing the conventional manufacturing methods of aerospace parts, we understood the process of depowdering had to become automated to provide robust and repeatable support to the manufacturing chain,” Nicole Travert, Sales & Marketing Director at AviaTools, told Metal AM magazine.


Shortly after the company launched its first manual multi-axis depowdering machine, the next generation saw the implementation of CNC programming in an effort to standardise the depowdering method. The introduction of automation is said to allow users to develop depowdering programmes to target AM parts with complex geometries, whilst enabling users to record an audit of the process.
AviaTools has developed a line of depowdering machines for the AM industry (Courtesy AviaTools)
The portfolio of depowdering machines consists of the DP400, DP500, DP600, DP1000 and DP1500. The company’s machines are already in use by AM producers Sintavia and Beehive 3D, amongst others.
www.AviaToolsUSA.com

Metal Additive Manufacturing | Spring 2023 57 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
AddUp’s FormUp 350 Evolution enables parts up to one metre tall
AddUp, headquartered in Cébazat, France, has announced the FormUp ® 350 Evolution, a Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine suitable for

producing parts up to 1 m in height. The new machine has a build size of 350 x 350 x 1000 mm, some 185% larger volume than the company’s FormUp 350 model on which it is based. With the increased dimensions, it becomes possible to additively manufacture parts as large as combustion chambers, aircraft structural elements, missile bodies, or even large-capacity heat exchangers in a single operation.
chamber is removed, enabling part cooling and depowdering operations to be made outside of the machine as a background task. This can save several hours between builds.
AddUp’s FormUp 350 Evolution PBF-LB Additive Manufacturing machine (Courtesy AddUp)
The FormUp 350 Evolution’s architecture is reported to be focused on productivity, with AddUp’s engineers looking to eliminate all non-productive time in the AM process. The new machine has a removable build chamber, reducing machine downtime between builds and maintaining inert conditions to guarantee part quality and powder reuse. A new platform can be placed inside the machine as soon as the previous
Taniobis breaks ground at Thai tantalum powder facility expansion
Taniobis GmbH, Goslar, Germany, an affiliate of JX Nippon Mining & Metals Corporation, has broken ground on its previously announced facility expansion in Map Ta Phut, Thailand. The new plant will expand production capacity for tantalum powder.
Demand for tantalum powder is reported to be increasing in line with
the expansion of mobile devices and telecommunications infrastructure, the growth of which has seen a jump since the increased prevalence of remote working. Taniobis’s expansion is intended to meet this demand, ensure short supply routes and respond more quickly to customers of electronic grade tantalum powders.
3D Systems selects 6K Additive as preferred tungsten powder supplier
6K Additive, a division of 6k North Andover, Massachusetts, USA, has announced an agreement with 3D Systems, Rock Hill, South Carolina, under which 6K will become the company’s preferred supplier of tungsten powder for its DMP Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing machines.
6K Additive produces refractory metal powders using its UniMelt® microwave plasma process. This process allows the company to manufacture production-scale volumes for many of the refractory powders like tungsten and other refractory materials such as rhenium, tantalum, niobium and
The machine also includes an autonomous powder module and a fume filtration module that prevents the exposure of toxic or explosive substances to operators, even when using reactive powders. As well as providing safety, this allows the powder properties to be maintained over the course of many builds, ensuring that the powder is never exposed to ambient air.
As with the FormUp 350, this new machine offers the choice of up to four 500 W lasers, with 100% platform coverage from each. This allows for more flexibility in part placement. A Bidirectional recoating system also speeds up the production, having around 40% faster powder spreading cycles than mono-directional spreading.
www.addupsolutions.com
In accordance with traditional Thai culture, the ground-breaking ceremony was conducted by nine Buddhist monks and a Brahmin priest.
“With the new plant in Map Ta Phut, Taniobis aims to increase its production capacity to become the world’s largest tantalum powder production facility,” stated Kazuhiko Iida, CEO.
The facilities are expected to be commissioned around 2025.
www.taniobis.com
molybdenum. In addition to its refractory metal powders, 6K Additive offers a full suite of metal powder including nickel, titanium, copper, stainless steel and aluminum alloys. The UniMelt process is said to produce powders from sustainable sources that are spherical, devoid of porosity and satellites, and offer improved flowability.
www..6kinc.com
www.3dsystems.com
Metal Additive Manufacturing | Spring 2023 58 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
High Pressure Heat Treatment, pushing the horizons for mankind.
The Global Leader in High Pressure Technology

Do you want to know how High Pressure Heat Treatment can help you eliminate the porosity, perfect the material properties and shorten lead time from weeks to hours?
Quintus Technologies designs, manufactures, installs, and supports high pressure systems in three main areas: densification of advanced materials, sheet metal forming and high pressure processing for food and beverage innovation, safety, and shelf life.
Quintus has delivered over 1,900 systems to customers within industries from energy, medical implants, space, aerospace, automotive and food processing. The company is headquartered in Västerås, Sweden, with a presence in 45 countries worldwide.

Visit www.quintustechnologies.com for more information!
www.quintustechnologies.com
Metal Additive Manufacturing | Spring 2023 59 Vol. 9 No. 1 © 2023 Inovar Communications Ltd GETPDF
Visit us in Booth #3851 at RAPID + TCT May 2–4, 2023 McCormick Place – West Building Chicago, IL
MELD PrintWorks Corporation established to meet demand for AM component production
MELD Manufacturing Corporation, Christiansburg, Virginia, USA, has formed a new business: MELD PrintWorks Corporation. This organisation will utilise the MELD® Additive Manufacturing technology as an AM service, intending to address the needs of multiple industries which struggle to obtain forgings, castings and other metal parts.
“Our customers need greater access to printed parts,” stated Nanci Hardwick, CEO, MELD. “Our MELD machine customers and prospects have universally stated a need to offer our technology as a service. We have listened and responded by providing a dedicated resource in the MELD PrintWorks Corporation. Given the constraints many industries are experiencing in sourcing forgings, castings, and raw materials in general, we are excited to support this transition of MELD printing technology to a production environment.”
MELD Manufacturing Corporation will continue its focus on delivery of technology through machines, training, and certification, while MELD PrintWorks Corporation will have a singular focus on serving customer

MELD has spun out MELD PrintWorks to cover customer demand for Additive Manufacturing component production (Courtesy MELD)
demand for additively manufactured parts made with the transformative MELD technology. The new company is an independent organisation with separate management and operating teams. The company has launched in a Virginia facility separate from the current MELD Manufacturing Corporation factory.

Hardwick concluded, “We spun out this company to provide a source for our many customers eager to have more access to MELD-printed parts. We feel it important to have a hard separation between MELD Manufacturing and MELD Printworks so that the goals and focus of each company can be prioritised.”
www.meldmanufacturing.com
www.meldprintworks.com
AMPOWER releases 2023 Additive Manufacturing report
Management consultancy AMPOWER, based in Hamburg, Germany, has released the AMPOWER Report 2023. The group reports that the overall Additive Manufacturing market is valued at €9.5 billion in 2022, with a projected compound annual growth rate of 17.7% until 2027.
The AMPOWER Report 2023 is built upon personal interviews with industry suppliers and users. The system suppliers that contributed with direct input are said to represent over 90% off the worldwide installed base of metal and polymer Additive manufacturing machines.
www.additive-manufacturing-report.com

Metal Additive Manufacturing | Spring 2023 60 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
www.kennametal.com/am
The AMPOWER Report 2023 is now published (Courtesy AMPOWER)
COMPLETE ADDITIVE SOLUTIONS METAL POWDERS | PRINTED COMPONENTS | SERIES PRODUCTION
Kennametal brings deep expertise to every layer of the AM process — from powder to finished part — unlocking the full value of 3D printing for demanding wear, erosion, corrosion and high-temperature applications.









VACUUM TREATMENTS OF 3D PRINTED METAL PARTS

3D Metalforge shutters Singapore and Houston operations
Australian-based 3D Metalforge Ltd, headquartered in Perth, has announced that it will be ceasing operations in Singapore and USA. In a statement issued by the company, it was stated that in order to preserve its shareholder value, 3D Metalforge Pte Ltd (its Singaporean facility) and 3D Metalforge LLC (based in Texas, USA) have been given notice to terminate staff contracts and to terminate any independent contractor agreements.
The company added it will be contacting customers to make appropriate arrangements for the discharge of current project obligations.
Matthew Waterhouse, the company’s CEO, has expressed plans to remain as an employee, but to waive his salary during this period.

www.3dmetalforge.com
Fabrisonic growth requires move to larger facility


Fabrisonic LLC has announced its move to a larger facility in Lewis Center, Ohio, USA. Since 2011, Fabrisonic has been based on the campus of Ohio State University, however business growth has driven the need for additional space to make room for increasing staff, machines and expanded parts production.
“The across-town move does not adversely impact Fabrisonic employees, allowing the company to maintain access to its current talent pool and attract new employees to accommodate growth,” stated Mark Norfolk, Fabrisonic president and CEO. “Although it’s time for us to spread our wings and move out of mom and dad’s basement, we’re staying close to our Buckeye engineering roots.”
As well as the physical expansion, Fabrisonic also upgraded its entire IT infrastructure to a higher security platform that meets government sensitive data requirements.
www.fabrisonic.com
Metal Additive Manufacturing | Spring 2023 62 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
GLOBAL OFFER ONE SUPPLIER
- AERONAUTICS - MEDICAL
A
AUTOMOTIVE
Fabrisonic has moved to a larger, 2,800 m 2 facility and upgraded its IT infrastructure (Courtesy Fabrisonic)



Metal Additive Manufacturing | Spring 2023 63 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Additive Manufacturing Customized Machines Customize Your 3D Printer We build customized industrial 3D printing solutions tailored to your application. amcm.com/your-solution +49 8151 36854-0
Sakuú selects Porsche Consulting for design of Additive Manufacturing gigafactory for battery production

Sakuú Corporation, San Jose, California, USA, has selected Porsche Consulting, a subsidiary of the automotive manufacturer, to design Sakuu’s first-of-its-kind Additive Manufacturing gigafactory for commercial production of additively manufactured lithium-metal and solid-state batteries.
The partnership is expected to enable Sakuú to move forward and meet its 2030 annual energy output goal of 200 GWh across its developing energy storage product line.
“We’re thrilled to become an integral part of Sakuu’s journey as it embarks on building gigafactories that break all norms in commercialscale energy manufacturing,” stated Gregor Harman, CEO of Porsche Consulting, North America. “Their seminal and scalable Additive Manufacturing approach can bring
incredible innovation to major industries transitioning to new energy solutions — automotive and beyond.”

Porsche Consulting’s experience in large-scale factory design, particularly in the automotive space, will enable Sakuú gigafactories to prioritise sustainable design whilst maximising manufacturing efficiencies that can be replicated across locations around the globe.
Sakuú’s first plant design will accommodate roll-to-roll manufacturing for its line of safe, high energy density lithium-metal batteries, followed by a series of plants which utilise Sakuú’s Kavian™ platform solution to produce its Swift Print™ solid-state battery line via advanced multi-material Additive Manufacturing. Kavian is said to be the first at-scale Additive
Moisture and Oxygen Analyzers

Manufacturing platform capable of manufacturing safe, ultra-high energy density sold-state batteries in custom shapes and sizes.
“With respect for its deep expertise in automotive plant ideation and execution, we ultimately selected Porsche Consulting due to our belief that its team exhibits mastery in designing large-scale manufacturing plants – start to finish,” added Robert Bagheri, Founder and CEO at Sakuú. “We look forward to breaking ground on our first gigafactory with Porsche Consulting’s contributions and support.”
www.porsche-consulting.com
www.sakuu.com

Metal Additive Manufacturing | Spring 2023 64 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
for Additive Manufacturing Market leaders for O2 safety-critical applications ProcessSensing.com • Fail-safe, SIL2-rated O2 analyzers • Highly stable, non-depleting sensors • Accurate low ppm measurements Industry News
Sakuú has partnered with Porsche Consulting to design its gigafactories (Courtesy Porsche Consulting)






Metal Additive Manufacturing | Spring 2023 65 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
High dynamic range in-situ monitoring for wire DED electron beam AM
The pro-beam Group, Gilching, Germany, in collaboration with Xiris Automation, Burlington, Ontario, Canada, has successfully adapted the Xiris XVC-1000 camera for use in the high-vacuum, aggressive environment typical of the electron beam process.
Special measures were taken to protect the camera’s sensitive electronics from damaging radiation and to prevent overheating. A special device was also installed which keeps the camera lens clear of metal fumes for at least eight hours of run time. The companies have stated that they are now in a position to supply this imaging solution to wire-based electron beam Directed Energy Deposition (DED-EB) Additive Manufacturing.
Image of the wire DED-EB processes from the XVC-1000 HDR camera. a) shows a view perpendicular to the build of a wall with leading wire and good parameters for a liquid bridge, while b) shows trailing wire and turbulent deposition (Courtesy pro-beam)


In comparison to alternative DED technologies, based on laser (DEDLB) or electric arc/plasma (DED-Arc) as the energy source, wire-based DED-EB has advantages, including:
• Operates at high vacuum, therefore oxidation is prevented, and no shielding gas is required to achieve high purity builds
• The kinetic energy is transferred to heat in the process zone, leading to high efficiency and no issues with highly reflective materials such as copper or gold

• High energy density enables working with materials with high

melting points and high thermal conductivity
Full control of the energy distribution is possible by customising the energy pattern
The ability to observe the DED process in real-time, including the melt pool behaviour and the location and the melting of the wire, is an advantage during the development of process parameters and to understand the process. Furthermore, a clear imaging of the process is required in order to add adaptive control of the process.
www.xiris.com

www.pro-beam.com


Metal Additive Manufacturing | Spring 2023 66 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News We engineer
www.inertcorp.com | sales@inertcorp.com Depowdering Gas
Powder
results
purification
storage
a) b)
Outstanding performance


Special stainless steels, nickel and cobalt alloys produced by VDM Metals are used in many of today‘s key technologies for the safe and reliable handling of corrosive and high-temperature processes and procedures. In addition to exceptional materials, available as powder for additive manufacturing in a wide range of particle fractions, we o er you various first class services.
Materials for the future. vdm@acerinox.com www.vdm-metals.com




















Metal Additive Manufacturing Vol. 9 No. 1 contents newsletter
Sweden’s Hexagon AB, a global provider of digital reality solutions combining sensor, software and autonomous technologies, has announced a US$100 million investment in Divergent Technologies Inc., Torrance, California, USA, a developer of Additive Manufacturing technology for the automotive industry.
Divergent has developed an alternative production process for vehicle manufacturing known as the Divergent Adaptive Production System (DAPS). The fully integrated software and hardware solution creates a complete modular digital factory for complex structures. The patented process combines AI-optimised generative design software, Additive Manufacturing and automated assembly to build lightweight automotive parts and frames.

The design software optimises the weight, strength and cost of vehicle models. Parts are additively manufactured and assembled autonomously, reducing manufacturing time and human intervention. Regardless of the design, part manufacturing and assembly can be carried out using the same hardware infrastructure, enabling quick design iterations or seamless switches between different vehicle models without downtime.

Divergent’s digital, modular, flexible, and automated production solution produces significantly fewer lifecycle emissions than traditional manufacturing (Courtesy Divergent Technologies)
The design-agnostic process is reputedly less energy- and resource-intensive, delivers more efficient structures faster and achieves weight reductions between 20-70% leading to dramatic improvements in vehicle efficiency.
“Manufacturing a car’s parts has a much greater impact on the environment than the car’s exhaust emissions, which is why new manufacturing concepts will win,” stated Ola Rollén, Hexagon president and CEO. “We must find ways to empower car makers with more efficient and environmentally friendly manufacturing processes that minimise material usage and total system cost. Incremental steps are simply not enough to save the planet.”
“In my keynote speech at HxGN LIVE Global 2022, I delivered a message of hope for a sustainable future by naming the culprit aloud: all of us. While the steep climb in emissions over the last thirty years happened on our watch, none of us want to go down in history as the CO 2 Generation – the one that polluted and warmed this planet. For that reason, Hexagon continues to invest in disruptive and unconventional technologies that make giant leaps forward. We are the perfect partner to ensure quality is delivered throughout this new, innovative manufacturing process. Together, Hexagon and Divergent will deliver the smart manufacturing concepts of the 21st century.”
Kevin Czinger, Divergent’s founder and CEO added, “We are humbled and honoured to be partnering with Hexagon. Having their vote of confidence in what we’ve built and our vision for the future of manufacturing brings new energy and enthusiasm to our team.”
Protected by more than 500 patents, Divergent’s digital, modular, flexible, and automated production solution produces significantly fewer lifecycle emissions than traditional manufacturing. The company not only leads the automotive industry in breaking down capital, geographic, and environmental barriers, but it also has its own portfolio of hypercars, Czinger Vehicles, which produces the fastest production vehicle in the world – the 21C.
“This significant investment will allow us to accelerate our plans to build a global network of DAPS factories, each serving multiple OEM clients,” added Lukas Czinger, Divergent’s SVP of Operations and Czinger Vehicles co-founder. “We look forward to a long-term relationship with Hexagon as Divergent and Czinger Vehicles scale.”
www.divergent3d.com
Metal Additive Manufacturing | Spring 2023 68 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Hexagon invests $100 million in Divergent’s autonomous and sustainable manufacturing

















































solukon.de NEW For SFM-AT800-S and SFM-AT1000-S SPRPATHFINDER® Depowdering Software SPR-Path nder® Automatic calculation of part motion without any human programming
The Virtual Foundry and University of Pécs collaborate to research biocompatibility of Filamet FFF feedstock
The Virtual Foundry, LLC, Stoughton, Wisconsin, USA, has signed a Memorandum of Understanding with the 3D Printing and Visualisation Centre at the University of Pécs, Hungary, that will see the partners focus on the development of biocompatible metal feedstock for Additive Manufacturing.
“We are so pleased to be expanding the global footprint of The Virtual Foundry through this collaboration with Dr Maróti and University of Pécs,” stated Tricia Suess, president at The Virtual Foundry. “The results of our work together will advance our understanding of metal 3D printing and new material development.”
Tekna and Uniformity extends partnership for aluminium powder supply

Uniformity Labs, Fremont, California, USA, and Tekna Holding ASA, Sherbrooke, Quebec, Canada, have extended their partnership, where Tekna will supply AlSi10Mg, an aluminium-based alloy, which allows Uniformity to produce its advanced ultra-dense AlSi10Mg powder for Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing.
Uniformity’s technology is said to improve powder production efficiency, allowing over 95% of the powder to be used compared
to competitors’ 50-65%, thus driving down cost and improving capacity, efficiency, and sustainability in the manufacturing of industrial parts at scale.
Tekna’s powder atomisation technology uses hydro-energy, and all process gases are recycled in closed loop, achieving greener production. Together, the companies aim to help industrial customers produce greener, more sustainable parts.
“Our partnership with Tekna highlights how advanced technology can further increase sustainability
Together, the researchers will study the biocompatibility of The Virtual Foundry’s Filamet™ metal feedstock used for Fused Filament Fabrication (FFF) Additive Manufacturing, a Material Extrusion (MEX) process. The objective is to extend the reach of Filamet to medical applications.
Dr Péter Maróti, the professional leader of the 3D Printing and Visualisation Centre, added, “The cooperation with the Virtual Foundry could pave the way for future developments that would enable the production of metal medical devices, implants and prosthetic limbs using much smaller desktop 3D printers instead of expensive equipment that requires a lot of space and special infrastructure.”
“During the project, we will carry out standardised mechanical, scanning electron microscopy (SEM) and biocompatibility tests with special materials produced by the Virtual Foundry,” he continued. “We are confident that the measurements will open the way for applied use of the technology, which would enable faster and more cost-effective manufacturing.”
www.thevirtualfoundry.com
www.pte3d.hu
to the benefit of a wide range of industries,” stated Adam Hopkins, founder and CEO of Uniformity Labs. “The complementary nature of our businesses produces an economic benefit for our customers who gain through higher printer throughput and repeatability, and a supply chain security benefit from the use of materials produced entirely in North America.”
Luc Dionne, CEO of Tekna, added, “We are extremely proud that Uniformity Labs has selected us to supply aluminium powders in addition to titanium powders. This is a testament to Tekna’s supply reliability and reaffirms that our product quality matches with a wide range of industry requirements.”
www.tekna.com
Metal Additive Manufacturing | Spring 2023 70 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Researchers will study the biocompatibility of The Virtual Foundry’s Filamet metal feedstock. The objective is to extend the reach of Filamet to medical applications (Courtesy The Virtual Foundry)


Metal Additive Manufacturing | Spring 2023 71 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Aheadd® Aluminium powders Specifically designed and optimized for Additive Manufacturing Aheadd® CP1 High conductivity & productivity Aheadd® HT1 High temperature & strength The solution of choice for: n Aerospace n Automotive/Motorsport n Defense n Transportation n Semiconductor Courtesy Volum-e, designed by Gen3d Courtesy GMP Expanding the boundaries of your application Aheadd® aheadd@constellium.com
Zetamix launches updated stainless steel filament
Through its Zetamix brand, Nanoe, headquartered in Ballainvilliers, France, has announced a new stainless steel 316L filament for the metal Additive Manufacturing market. An update on its previous version, the new filament is said to have an improved formulation with a much simpler post-processing method.
The filament is currently undergoing beta testing with the Royal Dutch Navy, which is using it for helmet supports, and precision parts manufacturer MGB, which is testing industrial lubrication nozzles.
“Our philosophy is to offer a user-friendly system that sets us apart from the expensive and complicated options available in the market,” stated Guillaume de Calan, CEO. “Unlike other solutions that require post-processing by a service
provider, our system enables users to easily print stainless steel in house.”
The new filament is said to enable users to achieve greater dimensional accuracy, allowing the additive manufacturing of larger parts and parts with more overhangs. Unlike the previous 316L stainless steel formulation – which required sintering under pure hydrogen in a specific type of furnace – this new filament can be sintered under a wide variety of furnaces, including the Zetasinter furnace distributed by the Zetamix brand.


To achieve a density greater than 90%, this new filament must be chemically debound and sintered in a 2.5% hydrogenated argon atmosphere, allowing it to be processed in a wider variety of furnaces, including Zetamix’s Zetasinter.
This development makes the filament more accessible to all laboratories and industries in need of 316L parts, and makes it directly usable by the various laboratories, companies, and institutions equipped with a suitable furnace.
www.zetamix.com

Metal Additive Manufacturing | Spring 2023 72 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Aluminum Alloy Powders for Additive Manufacturing
Zetamix’s 316L filament is undergoing beta testing for helmet brackets (left) and lubrication nozzles (right) (Courtesy Nanoe)
Oqton and Farsoon partner to offer complete metal AM workflow



Oqton, Ghent, Belgium, has entered into a partnership with Farsoon Technologies, headquartered in Changsha, China, to provide a complete manufacturing workflow – from design through production – within a single software solution.

Oqton’s AM software portfolio, comprising 3DXpert, Amphyon, and Manufacturing OS, addresses the entire workflow. This includes leveraging 3DXpert for design optimisation and toolpath planning, Amphyon for process simulation to improve print strategies, and its AI-powered Manufacturing OS platform running order optimisation and scheduling, monitoring, and management.
Farsoon’s industrial Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machines feature a wide range of build envelope sizes and production capabilities.





Bringing together Oqton’s software and Farsoon’s AM machines is expected to provide an integrated solution designed to enable a more streamlined workflow, including scheduling and planning for the workforce, machines, and material across multiple production lines.

“We’re excited to officially recognise Farsoon as a trusted partner amongst a host of forwardthinking industry leaders,” stated Toby Wang, vice president, Oqton. “We are impressed with the commercial and technical success enabled by their 3D printing technology. As we move forward, we intend to deepen our technical collaboration, further helping our customers achieve their desired results with improved productivity.”
Wenyu Guo, director of metal product line, Farsoon, added, “The























Farsoon offers a wide range of AM machines, including the quad-laser FS422M-4 (Courtesy Farsoon Technologies)


partnership with Oqton will offer real value to our customers from additive data design and preparation to production management. With Farsoon’s core strategy of ‘Open for Industry’, we are excited about the advanced design and engineering possibilities with the integration of Oqton’s additive software solutions.”
www.oqton.com




www.farsoon-gl.com
ELEMENTAL ANALYSIS OF METAL POWDERS & FEEDSTOCK
ELTRA’s new and innovative ELEMENTRAC series is a mile stone for C/S and O/N/H analysis in Powder Metallurgy and Additive Manufacturing: easy to use, fast analysis times and reliable results for metal powders and processed samples.





www.eltra.com


Metal Additive Manufacturing | Spring 2023 73 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
Eltra-Advert-GB-PowderMet-175x120.indd 2 08.02.2023 13:59:30
University of Toronto establishes new metal Additive Manufacturing laboratory
A team of researchers from the Department of Materials Science & Engineering (MSE) at the University of Toronto (UoT), Canada, is working to advance the field of metal Additive Manufacturing at the university’s first metal AM laboratory.
“We are working to uncover the fundamental physics behind the Additive Manufacturing process, as well as improving its robustness, and creating novel structural and functional materials through its applications,” stated Professor Yu Zou, who leads the research team.
Zou’s metal Additive Manufacturing machines are designed to specialise in both Laser Beam Powder Bed Fusion (PBF-LB) and Directed Energy Deposition (DED), two metal AM techniques used in both academia and industry.
“Conventional manufacturing techniques are still well suited for large-scale industrial manufacturing,” added Tianyi Lyu, PhD candidate at U of T’s MSE. “But Additive Manufacturing has capabilities that go beyond what conventional techniques can do. These include the fabrication of complex geometries, rapid prototyping and customisation of designs, and precise control of the material properties.”
As well as developing its foundational knowledge of Additive Manufacturing, the U of T team is also applying novel experimental and analytical methods to gain a better understanding of the PBF-LB and DED AM processes. Currently, their research is focused on advanced steels, nickel-based superalloys and high-entropy alloys; they may explore titanium and aluminium alloys in the future.
“We are also working towards intelligent manufacturing. During the metal 3D printing process, the interaction between a high-energy laser and the material only lasts for a few microseconds. However, within this limited timeframe, multiscale, multi-physics phenomena take place,” says Jiahui Zhang PhD candidate at UoT’s MSE. “Our main challenge is attaining data to capture these phenomena. In our research, we have successfully customised specific machine learning methods for different parts of the metal additive manufacturing lifecycle.”
In the lab, high-speed infrared camera systems are integrated directly into the metal Additive Manufacturing machines. The team has also built an in-situ monitoring
system based on the images taken by the machine to analyse and extract the key features of additively manufactured objects.
“With the development of computer vision, a well-trained deep learning model could automatically accomplish some basic tasks that human visual systems can do, such as classification, detection and segmentation,” added Zhang.
One problem the team identified with current Additive Manufacturing processes is on building a robust and reliable AM machine that can deliver consistent, high-quality parts. To this end, the team is actively working on the application of machine learning and computer vision to develop a fully autonomous closed-loop controlled AM machine that can detect and correct defects that would otherwise emerge in AM parts. Professor Zou believes that implementing these systems will greatly widen the adoption of metal AM systems in the industry.
Since building up the lab’s metal AM capabilities, Zou and his team have established partnerships with government research laboratories, including National Research Council Canada (NRC), and many Canadian companies, including Oetiker Limited, Mech Solutions Ltd., EXCO Engineering and Magna International.

And in addition to novel research into Additive Manufacturing, Zou offers an AM course open to both undergraduate and graduate students.
“Metal 3D printing has the potential to revolutionise manufacturing as we know it,” stated Zou. “With robust autonomous systems, the cost of operating these systems can be dramatically reduced, allowing metal Additive Manufacturing to be adopted more widely across industries worldwide. The process also reduces materials and energy waste, leading towards a more sustainable manufacturing industry.”
www.utoronto.ca
Metal Additive Manufacturing | Spring 2023 74 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Industry News
Professor Yu Zou (MSE) and his team conduct research in the Laboratory for Extreme Mechanics & Additive Manufacturing (Courtesy Safa Jinje/University of Toronto)

Uniformity releases UniFuse IN718 nickel alloy powder for AM

Uniformity Labs, Fremont, California, USA, has announced the availability of its UniFuse™ IN718 nickel alloy and optimised parameters for Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing at 60 μm layer thickness with 400 W laser power.

The higher tap density and optimised particle size distribution reputedly creates a highly uniform, denser powder bed which enables the creation of parts at a high throughput. This enables customers to produce parts with repeatable mechanical properties which are said to be improved, even at higher build rates, utilising thicker build layers and the more efficient use of the PBF-LB Additive Manufacturing lasers.
This product release coincides with the third-party material performance evaluation and validation tests for UniFuse IN718 conducted by Ajay Krishnan, research leader at EWI – Buffalo Manufacturing Works.
“With UniFuse IN718, we deliver best-in-class mechanical properties, surface finish, printing yield, and part reliability with substantially increased throughput printing at 60 μm layer thickness,” stated Adam Hopkins, founder and CEO. “This is significant for advancing AM as a viable pillar for industrial manufacturing and shows that our technology and process deliver on the promise of no compromise Additive Manufacturing.”
This announcement follows the recent availability of a range of steel, aluminum, and titanium

Uniformity Labs has introduced optimised parameters for PBF-LB manufacturing its IN718 nickel alloy (Courtesy Uniformity Labs)
powders under the brand UniFuse™ for PBF-LB and UniJet™ for Binder Jetting, with many others said to be nearing availability.
www.uniformitylabs.com

Metal Additive Manufacturing | Spring 2023 76 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News AM Forum July 4- 5, 2023 // ECC Berlin AM Forum July 4- 5, 2023 // ECC Berlin

Dyndrite joins ASTM to further AM material standards
Dyndrite, headquartered in Seattle, Washington, USA, has joined the ASTM International Consortium for Materials Data and Standardisation (CMDS) initiative, which is being run through the ASTM Additive Manufacturing Center of Excellence (AM CoE).
As part of its role within the consortium, Dyndrite will collaborate with industry members chartered to standardise the requirements for Additive Manufacturing materials data generation and create and manage shared high-pedigree reference data sets. The initiative aims to accelerate qualification and assist in the greater adoption of AM technologies. Dyndrite joins existing members such as AddUp, Auburn University, Boeing, Desktop Metal, EOS, Fraunhofer IAPT, GE Additive, GKN Additive, and others.
“Dyndrite believes standardisation is a crucial next step in the broader adoption and growth of industrial AM,” stated Stephen Anderson, Head of Strategic Relationships, Dyndrite. “Whoever we talk to, the clarion call is clear. Our customers and partners all want to see significant acceleration of shared materials data to unlock new AM opportunities and to scale the industry. This is a groundbreaking opportunity to unleash the full power of metal 3D printing.”
To date, individual companies have singularly borne the brunt of
Senvol to publish Siemens Energy AM databases
Senvol, New York City, USA, has announced that it will publish various Additive Manufacturing databases produced by Siemens Energy, following Siemens’ decision to make the data more widely available rather than solely for internal use. Commercialisation will start with databases on Ti64, Inconel 625 and Inconel 718;
materials development costs and regard their results as proprietary for commercial advantage. But this can lead to multiple companies wasting millions of dollars doing the same thing. CMDS’s work is expected to help solve these problems by allowing the sharing of materials data at a fundamental level while still allowing companies to generate IP and differentiate on specific geometry parameter modification.
Dyndrite recently unveiled its first end-user AM application, Dyndrite Materials and Process Development for PBF-LB. Customers using Dyndrite can also easily create shareable build recipes (via Python) that provide all the necessary information required to recreate a build and drive a variety of metal Additive Manufacturing machines, including Aconity, EOS, Renishaw, SLM and others.
“We are pleased that Dyndrite has decided to join the CMDS initiative and prioritise the need to standardise the data workflows needed to generate high-pedigree material data,” stated Richard Huff, Director of Industry Consortia and Partnerships, ASTM. “We are excited to integrate Dyndrite’s solutions to drive consistent application of requirements and maximise efficiency of CMDS data generation activities.”
Steve Walton, Head of Product, Dyndrite, added, “We are excited
all three of these databases were generated by Siemens Energy on its Laser Beam Powder Bed Fusion (PBF-LB) machines.
“This marks an extremely significant point in the Additive Manufacturing industry,” stated Annie Wang, president, Senvol. “Databases of this pedigree and magnitude are typically considered proprietary information and are not made commercially available to other organisations.”
The databases will be made available via Senvol’s wider Senvol Indexes product line – data sets for
to join the ASTM consortium for materials data and standardisation, and further work with the Data team. We have built tools uniquely capable of ensuring quality and traceability through AM component production. This is increasingly important as the metal AM industry moves to generate foundational material data built upon the Common Data Model. Our work enables knowledge transfer of critical material data and pedigree needed for robust characterisation of the process-structure-property relationship. Understanding and effectively communicating this concept will greatly increase the adoption of metal AM for production applications.”
Dyndrite will release build recipes that demonstrate how standardised designs-of-experiments (DoE), based on ASTM data standards, can be made using Dyndrite. ASTM members will be able to use these recipes, or make their own, across all major OEM file formats. These recipes will enable a common framework for build file generation, scan-path strategy exploration and scan-path speed and layer thickness variation, as well as methods for estimating laser(s) loads. By conforming to ASTM data protocols, Dyndrite Build recipes are intended to ensure that data is generated and recorded in a standard and repeatable manner and applicable to downstream processes, such as process qualification and calibration.
www.dyndrite.com
www.amcoe.org
Additive Manufacturing material characterisation. Each Senvol Index data set is sold individually and provides instantaneous access to AM data sets that might otherwise take months to develop.
The databases are extensive, consisting of hundreds of specimens spread across dozens of tests – such as tensile, low cycle fatigue, high cycle fatigue, and creep – most of which were conducted at various temperature conditions.
www.senvol.com
www.siemens-energy.com
Metal Additive Manufacturing | Spring 2023 78 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
BLUE POWER
EQUIPMENT & EXPERTISE FOR YOUR METAL POWDER PRODUCTION


DIFFERENT ATOMIZATION AND SEPARATION
TECHNOLOGIES TO MEET YOUR NEEDS:
● GAS OR ULTRASONIC ATOMIZATION FOR SPHERICAL POWDERS WITHOUT ANY SATELLITES

Ideal for LPBF, MIM and other Additive Manufacturing applications with the need for high quality powders with high purity, sphericity and wide range of reproducible particle size distribution.
● WATER ATOMIZATION FOR MORE IRREGULAR POWDERS

Ideal for recycling/refining process, press & sinter process and others.

● MAXIMUM PURITY BY OXIDATION-FREE PROCESSING in the closed-chamber machine by means of de-gassing, vacuum and protective gas features
● FOR A WIDE RANGE OF METALS AND FOR SMALL TO MEDIUM AMOUNTS
AUG series HTC+ gas atomizers with temp. max. up to 2100° C Also versions for high-reactive metals as aluminium or magnesium available!
● AIR CLASSIFIER AC SERIES FOR PRECISE SEPARATION OF METAL POWDERS into fine and coarse powder fractions especially in the range < 25 µm, where conventional sieving operations fail.

● ALL UNITS DESIGNED FOR EASY HANDLING AND CLEANING, QUICK ALLOY CHANGE WITH MINIMUM CROSS CONTAMINATION
www.bluepower-casting.com
Metal Additive Manufacturing | Spring 2023 79 Vol. 9 No. 1 © 2023 Inovar Communications Ltd POWDER ATOMIZATION PLANTS · AIR CLASSIFIERS · VACUUM PRESSURE CASTING SYSTEMS CONTINUOUS CASTING SYSTEMS · MELTING MACHINES · GRANULATION SYSTEMS 75045 Walzbachtal · Germany · Phone +49 7203 9218-0 · E-mail: info@bluepower-casting.com
Inert gas air classification on AC 1000 G
Ultrasonic atomization
Gas Atomization Unit AUG 3000
Gas atomized Ag-based solder alloy powder
Ultrasonic Atomizer AUS 500 powered by AMAZEMET
Intech brings Amazemet’s Additive Manufacturing solutions to India
Intech Additive Solutions, Bangalore, India, has become the Indian sales channel partner of Amazemet Sp. z o. o., a spin-off company from Warsaw University of Technology. The Memorandum of Understanding (MoU) was signed during Formnext 2022 in Frankfurt, Germany, in November 2022.


Under this agreement, Intech Additive will distribute Amazemet’s products in India, including the:


• RePowder, an ultrasonic atomisation machine for powder production at the R&D level



• safeEtch, an automated support removal and surface finishing system
• inFurner120, a vacuum furnace
• inFurner200, a vacuum furnace
“Intech believes in providing
integrated solutions. With the addition of product offerings from Amazemet, we strengthen the philosophy of ‘value add’ and enable our customers to explore the development of new/custom materials and processes in quick time and with lower investments,” stated Sridhar Balaram, CEO and Founder of Intech Additive Solutions.
“The innovative product line-up from Amazemet coupled with iFusion150 (metal 3D printer) and parameter optimisation software AMOptoMet from Intech makes it a powerful and perfect R&D setup.”

Łukasz Żrodowski, CEO and co-founder of Amazemet, added, “Entering the Indian market is essential in spreading Amazemet’s mission of enhancing worldwide
development in Metal Additive Manufacturing. Thanks to our partnership with Intech, research and production facilities in India will be provided with the best service and equipment that will allow them to grow even more quickly.”

www.intechadditive.com
www.amazemet.com
Metal Additive Manufacturing | Spring 2023 80 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
The MoU between Intech and Amazemet was signed during Formnext 2022 (Courtesy Amazemet Sp. z. o. o.)
Materialise introduces process monitoring software for metal AM
Materialise, Leuven, Belgium, has announced its new Process Control software for metal Additive Manufacturing, enabling manufacturers to introduce quality control using data gathered during the AM process. By analysing and correlating layer data from the AM process, users can identify defective parts before they are sent to post-processing and quality inspection, which can account for 30-70% of a part’s total manufacturing cost.
Analysing the layer data also enables users to find the root cause of defects faster, allowing them to optimise the process and adapt their AM parameters. Early scrap detection and root cause analysis can help lower the cost per part by reducing both scrap rates and expensive quality control efforts during postprocessing.
“Materialise Process Control uses artificial intelligence to automate quality control, helping our customers save significant time and money,” stated Bart Van der Schueren, CTO of Materialise. “Through collaborations with partners like Phase3D and Sigma Additive Solutions, AM users benefit from a technology-agnostic innovation that offers unparalleled insights into their 3D printing process for continuous improvement.”
As most additively manufactured parts are made of thousands of layers, manually analysing them is time intensive and prone to human error. Materialise Process Control automates the process, providing workers additional time to improve the AM process. It uses artificial intelligence to examine 2D images of the powder bed taken during the AM process.
To integrate complementary data and provide insights in the AM process, Materialise collaborated with Phase 3D and Sigma Additive Solutions. Phase 3D technology added height mapping, a form of topographic layer data, whilst Sigma Additive Solutions provided thermal data
from the melt pool, the area of the melted material during the metal AM process.
Sigma’s PrintRite3D® has also been integrated into Process Control and is available in CO-AM, Materialise’s end-to-end software platform for Additive Manufacturing. Sigma’s PrintRite3D suite provides in-process data, including thermal data from the melt pool, yielding layer data that can
enable users to find the root cause of defects faster.
“We’re thrilled to build upon Sigma’s existing collaboration with Materialise,” added Jacob Brunsberg, CEO, Sigma. “Incorporating automated holistic quality offerings on the CO-AM platform will place vital data in the hands of owners and operators, allowing them to make informed decisions regarding the reliability and safety of components they produce.”
phase-3d.com

www.sigmaadditive.com
www.materialise.com
Vacuum thermal processes:
- DEBINDING & SINTERING
- SOLUTION TREATMENT
- STRESS RELIEVING
Used in the most AM technologies: BINDER JETTING, DMLS, SLS, SLM, WFMD

Process gas: Ar, N2, H2
Vacuum level: from atmosphere to 10-6 mbar
Temperature range: up to 2300 °C
METAL or GRAPHITE chamber
Metal Additive Manufacturing | Spring 2023 81 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
TAV VACUUM FURNACES SPA Via dell’Industria, 11 - 24043 Caravaggio (BG) - ITALY ph. +39 0363 355711 - info@tav-vacuumfurnaces.com www.tav-vacuumfurnaces.com
THE PERFECT HEAT TREATMENT SOLUTION FOR ADDITIVE MANUFACTURED PARTS
Wide range of standard and customized VACUUM FURNACES for INDUSTRY and R&D LABORATORIES.
Desktop Metal adds three new metals – C18150, Ti6Al4V and 304L
Desktop Metal, Boston, Massachusetts, USA, has qualified a further three metals for use in its Binder Jet Additive Manufacturing machines. With the availability of copper alloy C18150 and titanium alloy Ti6Al4V on Production System™ and 304L stainless steel on the Shop System™, Desktop Metal now offers its customers a total of twenty-three metals.
In collaboration with Detroit-based TriTech Titanium Parts LLC, Ti6Al4V has been customer-qualified for use on Desktop Metal’s Production System. Binder Jetting of Ti6Al4V is said to simplify the production of complex titanium parts, which can be challenging and expensive to fabricate using traditional manufacturing methods.

TriTech Titanium Parts LLC, which is ISO 9001:2015 certified, uses Metal Injection Moulding (MIM), investment casting, and now, Binder Jetting AM on the Desktop Metal Production System P-1 to produce titanium parts. The company is a spin-off of AmeriTi Manufacturing Co., which was founded in 1984 and sold last year to Kymera International.
RevolutionaRy
Due to the efficiency of our cuttingedge technology we can offer the lowest priced powder on the market with no compromise in quality.
In collaboration with Sandvik Additive Manufacturing, a leading producer of gas atomised metal powders, copper alloy C18150 has also been qualified. Chromium zirconium copper offers a combination of strength, conductivity, and corrosion resistance that makes it suitable for a wide range of industrial and commercial applications, including applications in the automotive industry.
Sandvik Osprey developed and provided C18150 powder that routinely delivered as-sintered densities of 98-99% when produced on the P-1, allowing the company to deliver component designs targeted for high-volume production after additional development.
In partnership with CETIM, the French technical centre for mechanical industries and one of the largest industrial research organisations in Europe, 304L stainless steel has also been qualified for use on the Desktop Metal Shop System. 304L complements the suite of stainless steel materials now qualified on the Shop System, which also includes 17-4PH and 316L.
Our powder is:
•
Spherical

•
Free-flowing
•
D50 of 35µm for most materials


•
D50 of 20µm for titanium super alloys
•
Has high tap density
We process directly from:
•
•
•
Raw elemental material
Pre-alloyed stock
Sponge
304L is an austenitic stainless steel and one of the most commonly used varieties of stainless steels. With high tensile strength, corrosion resistance and durability, it’s a popular material for a wide variety of home and commercial applications such as structural components, food processing equipment, fluid transfer components, and welded components.
Recycled chip
•
• Recycled parts
•
•
Over-sized powder
We can handle refractory and reactive alloys
“304L is one of the many Additive Manufacturing materials that CETIM is studying and developing processes for on behalf of French industry,” stated Christophe Reynaud, PhD, Additive Manufacturing Material Engineer at CETIM. “304L is a key material in the energy sector due to its corrosion resistance, suited for highly demanding environments such as civil nuclear applications. Coupled with the high versatility and responsiveness of the Shop System, it is now possible to considerably reduce the lead-time for critical 304L maintenance parts, avoiding long and expensive downtimes in the factory.”
www.desktopmetal.com
Metal Additive Manufacturing | Spring 2023 82 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
TriTech Titanium Parts LLC is producing titanium alloy Ti6Al4V parts, such as the one shown here, on its Production System AM machine (Courtesy Desktop Metal/Business Wire)
Results demand RevolutionaRy powdeR POWDER ISO 9001:2015 and AS9100D Certified A division of Arcast Inc. www.arcastmaterials.com
Unique inert gas atomizing technology produces highly specified, spherical metal powders for MIM and AM applications. Team with history of developing and producing fine gas atomized powders since 1990.




Specializing in sub 30 micron powders, Ultra Fine has the technical capability to work with you to develop and produce the powder to suit your application. Ultra Fine offers flexibility and quick turn-around times.

With partner Novamet Specialty Products Corp., Ultra Fine provides various after treatments, coatings and other capabilities using Ultra Fine’s high quality powders.

500 Park East Drive | Woonsocket, RI 02895 USA 1420 Toshiba Drive, Suite E Lebanon, TN 37087 USA www.novametcorp.com MIM & BINDER-JET AM METAL AS9100:2016 CERTIFIED
POWDERS
Providing Quality Metal Powders Since 1976 ww finepowder.com ISO9001:2015 CERTIFIED ISO9001:2015CERTIFIED
L3Harris launches Additive Manufacturing materials investigation on latest SpaceX flight



L3Harris Technologies, Melbourne, Florida, USA, aims to leverage the International Space Station (ISS) National Laboratory in its search for durable materials to additively manufacture satellite components. Among the payloads launched on SpaceX’s 27th Commercial Resupply Services (CRS) mission is a project to test an L3Harris-designed, additively manufactured radio frequency (RF) circuit and various AM material samples.

Before AM materials can be used to build more sustainable and efficient parts for spacecraft, they must be tested to ensure they can withstand the harsh environment of low Earth orbit. The project is a continuation of the 2021 experiment which collected two months of data on AM RF circuits. This time, L3Harris will also test photonic material for a new technology called photonic integrated circuits. Used for satellite communications and similar to computer chips, these circuits utilise light instead of electrons in conventional electronics, similar to how light carries information in fibre-optic cables for phone and internet data.
“We’re excited to test the 3D printed materials for six months and compare the new results with previous ISS experiments and ground tests,” stated Arthur Paolella, senior scientist and technical fellow with L3Harris. “The ability to 3D print materials for use in space opens up new possibilities for satellite design and construction while making spacecraft manufacturing more costeffective and efficient.”
Eduardo Rojas, director of the Wireless Devices and Electromagnetics Laboratory at Embry Riddle Aeronautical University, Daytona Beach, Florida, and his students are assisting with the experiment. The investigation will utilise the MISSE Flight Facility (owned and operated by ISS National Lab Commercial Service Provider Aegis Aerospace) mounted to the exterior of the ISS. There, the material samples will experience the harshness of space and will be subjected to various conditions, including extreme temperatures and radiation, to validate their performance in the same environment where the satellites will operate.
“While we can test the durability of these materials on Earth against one or two of these factors at a time, on the ISS, we can test every potential hazard – and all at once,” Paolella added.
The results are expected to be used to develop and refine the materials to incorporate them into satellite manufacturing. Paolella suggested that photonic integrated circuits for optical communications between satellites and the ground could one day reduce the size, weight, and power of communications systems and increase the amount of data possible to transmit from satellite to satellite.
L3Harris stated it will continue to explore other potential space-based applications for additively manufactured materials, including in-orbit manufacturing and repair.
www.l3harris.com
www.wide-lab.com
www.toolcraft.de/en
www.nasa.gov
Metal Additive Manufacturing | Spring 2023 84 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
The Materials International Space Station Experiment (MISSE) Flight Facility on the exterior of the space station exposes L3Harris’ materials to the harsh environment of space (Courtesy NASA)
Pace Maker for High-End Precision Parts
From additive manufacturing, robotics, machining to injection moulding, mould making and quality assurance – with toolcraft by your side, you can unleash the power of innovation.
As your technology partner, we bring together additive and subtractive manufacturing across the production process. This creates a unique consulting and manufacturing standard.
We set the pace to keep you a step ahead of the competition.
CROSS-DIMENSIONAL MANUFACTURING






Metal Additive Manufacturing | Spring 2023 85 Vol. 9 No. 1 © 2023 Inovar Communications Ltd GETPDF A erospace P ower Generation B iomedical E lectronics O il & Gas M ilitary Serving the HIP industry for over 45 years Pressure Technology, Inc. Warminster, PA | 215-674-8844 Concord, OH | 440-352-0760 Alachua, FL | 386-518-0502 www.pressuretechnology.com IS O 9001/AS9100 13 HIP Units in Continuous Operation Units to 30" in Diameter and 105" in Length with Pressures to 30,000 psi and Temperatures to 2550°F Improving Properties of AM Parts Florida site is seeking ISO 9001/AS9100 Nadcap accreditation 415 Patricia Drive Warminster, PA 18974 7996 Auburn Road Concord, OH 44077 13451 NW 104th Terrace Alachua, FL 32615 Serving the Northeastern, Mid-Atlantic, Midwestern and Southeastern United States
Bodycote receives SBTi approval for emissions targets




Bodycote plc, headquartered in Macclesfield, Cheshire, UK, has announced that its near-term science-based emissions target that has been approved by the Science Based Targets initiative (SBTi).
SBTi is an independent global body enabling businesses to set and validate emissions reduction targets in line with the latest climate science and strict criteria. The initiative is
a collaboration between CDP, the United Nations Global Compact, World Resources Institute (WRI), and the World Wide Fund for Nature (WWF) and is one of the We Mean Business Coalition commitments.
Science-based targets provide a clearly-defined pathway for companies with ambitious climate goals to reduce greenhouse gas emissions, helping prevent the worst impacts of
climate change and future-proofing business growth. Targets are considered ‘science-based’ if they are in line with what the latest climate science deems necessary to meet the goals of the Paris Agreement – limiting global warming to well-below 2°C above pre-industrial levels and pursuing efforts to limit warming to 1.5°C.
Bodycote, with over 165 facilities in twenty-two countries, commits to reduce its absolute scopes 1 and 2 greenhouse gas emissions by 28% by 2030 from a 2019 base. Scope 1 includes all emissions directly linked and emitted by Bodycote facilities and Scope 2 includes all emissions linked to the group’s purchased inputs, those associated with the purchase of electricity, steam or cooling. Bodycote measures Scope 3 emissions, in line with the SBTi guidelines, but does not report them as SBTi deems the quantum to be immaterial.


Bodycote’s services are used to ensure the performance and longevity of crucial components, enabling – amongst many other advantages – longer lifetimes, less machining, less waste and greater fuel efficiency. Both in the products themselves and the way the company processes them, Bodycote’s services support industry to avoid emissions, commonly referred to as Scope 4. By avoiding emissions from the outset, Bodycote intends to be a major contributor to helping industries to reduce their carbon footprint and help to minimise the adverse impact on the climate.
“We are very pleased to achieve approval of our near-term science-based emissions targets. Managing energy and reducing our environmental impact has long been part of our corporate culture,” stated Stephen Harris, Bodycote Group Chief Executive. “As a company, Bodycote is focused on ethical and sustainable growth, and proud of our commitment to setting an ambitious target. Leading by example, Bodycote demonstrates the positive impacts of carbon reduction for its stakeholders and encourages other businesses to commit to science-based targets.”
www.bodycote.com




Metal Additive Manufacturing | Spring 2023 86 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News





Metal Additive Manufacturing | Spring 2023 87 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Learn your full benefits using Farsoon Multi-Laser Powderbed Fusion Systems, visit us in-person @ Rapid+TCT 2023!
Solution for your Production. FS621M-4 4×500W Lasers 620×620×1100mm Envelope Flight® HT1001P-4 4×300W Lasers 1000×500×450mm Envelope FS422M-4 4×500W Lasers 425×425×550mm Envelope Flight® HT403P-2 2×300W Lasers 400×400×540mm Envelope Booth 2224 May 2-4th, 2023 | McCormick Place - West Building Metal Metal Plastic Plastic
The Right
FasTech and University of North Dakota explore DED Additive Manufacturing for space
The University of North Dakota (UND), Grand Forks, North Dakota, USA, has been awarded a grant funded by NASA to investigate the potential of metal Additive Manufacturing to produce aluminium components for future lunar exploration. This comes as part of NASA’s initiative of supporting space
exploration via partnerships with small businesses and universities to develop metal AM capabilities for the International Space Station (ISS) and future missions.
Dr Sougata Roy, who leads this effort at UND and has selected FasTech, Danville, Virginia, to produce the parts using a wire-

From Powder to Performance
based Additive Manufacturing process referred to by the company as Arc-Directed Energy Deposition (DED-Arc). FasTech offers AM, conventional manufacturing, and inspection systems as part of its service.

Aluminium 6061 was selected as the starting material for this project, due to its high strength-to-weight ratio and its compatibility with heat treatment. Fastech additively manufactured a block from the chosen material enabling Dr Roy’s research team to extract coupons for testing and evaluation.
The block was additively manufactured at a deposition rate of 1.5 kg/h, including the inter-layer cooling time. In parallel, samples from Al 6061 powder were additively manufactured utilising laser-based DED (DED-LB) at UND. The lunar dust tolerance of parts via different Additive Manufacturing techniques will be subsequently tested.


FasTech and UND plan to apply this technology and expand their partnership to manufacture aluminium alloys for various engineering sectors.
www.fastech-engineering.com www.und.edu
Metal Additive Manufacturing | Spring 2023 88 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
The Al 6061 block produced via FasTech’s DED-Arc technology (Courtesy FasTech).
Additively manufactured block
Finished block
ZEISS Additive Manufacturing Solutions is a holistic quality assurance solution that provides a comprehensive understanding of component quality and causes of failure, drives sustainable process improvements, and sets standards for future series production. www.zeiss.com/metrology/solutions/additive-manufacturing.html
ZEISS Additive Manufacturing Solutions




Metal Additive Manufacturing | Spring 2023 89 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
RENA Technologies Austria strengthens management team










































RENA Technologies Austria GmbH, based in Wiener Neustadt, Austria, has appointed Ulf Spitzer as its Managing Director/CEO and Martina Halmdienst as its CTO. They succeed Dr Wolfgang Hansal, who was noted as having been instrumental in the development of the company’s Hirtisation® technology.

Martina Halmdienst was previously the Technical Director of RENA Austria, and is one of the co-founders of the Hirtisation technology. Ulf Spitzer is joining from the RENA Group, where he lead corporate development and has been closely involved in the growth of the Austrian division.
The fully-automated chemicalelectrochemical Hirtisation process is capable of removing support structures, powder cake and













partially-melted particles from additively manufactured metal parts, and provides a levelling and cleaning of the surface. The method is said to be suitable for all common metals and alloys and all types of Additive Manufacturing processing technology. The treatment media used in this multi-step process are material-specific, and reportedly guarantee a gentle surface treatment. There are no mechanical processing steps involved.
“The change in management structure is accompanied by a strategic expansion of post-processing service solutions at RENA’s location in Austria,” Spitzer explained. “The business with Hirtisation modules will be further developed in close cooperation with our partners and industrial users.”






The change in management structure is accompanied by a strategic expansion of post-processing service solutions at RENA’s location in Austria.


Metal Additive Manufacturing | Spring 2023 90 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News ADVANCED HEATING high vacuum, inert gas, hydrogen benchmark for cleanest atmosphere combinded debinding & sintering furnace from laboratory scale to high volume production additive manufacturing technical ceramics powder metallurgy hard metals C M Y CM MY CY CMY K Anzeige_AM_märz22.pdf 6 01.03.2022 15:59:10
www.rena.com
Martina Halmdienst (left) is the new CTO and Ulf Spitzer (right) is Managing Director/CEO (Courtesy Rena Technologies)

DNV updates its metal Additive Manufacturing standard DNV-ST-B203
DNV, a risk management and quality assurance provider based in Oslo, Norway, has released a new edition of its standard DNV-ST-B203 for Additive Manufacturing of metallic parts. The standard, which is the result of a joint industry project, now includes baseline requirements for the most established
AM technologies for metal parts, including sinter-based processes, and welcomes new concepts for quality assurance for data-driven manufacturing.
The new edition of DNV-ST-B203 includes qualification and production requirements for three new AM technologies, in addition to the two

technologies covered in the first edition. The new edition includes provisions for the most established metal AM technologies:

• Directed Energy Deposition using electric arc, and laser beam (DED-Arc and DED-LB)
• Laser or Electron Beam Powder Bed Fusion (PBF-LB and PBF-EB, respectively)
• Binder Jetting (BJT)
The standard was the first internationally accepted framework for producing and using high quality additively manufactured metal parts for the oil & gas, maritime and energy industries. It introduced approaches to manage the quality of additively manufactured metal parts, with each approach adapted based on the criticality of a part’s function.
“Additive Manufacturing offers a way of reducing waste of materials from excessive machining operations,” stated Lucy Craig, Director, Growth, Innovation & Digitalisation, Energy Systems at DNV. “The digital nature of Additive Manufacturing also enables new ways of ensuring quality control, by monitoring through sensors and logging of production trends – which, in turn, may lead to increased confidence in a part’s quality. One of the basic assumptions for achieving these objectives is standardised levels of quality.”
The new edition was made in a joint industry project (JIP) run by DNV’s Technology Centre Oslo. The JIP is called ProGRAM JIP phase 2 and was developed by running practical case studies in parallel to the development of the standard.
Stian Gurrik, Project Manager ProGRAM JIP phase 3, Technology Centre Oslo, Energy Systems at DNV, added, “The learnings from the case studies helped the project to identify important activities in the qualification and production setting. In addition to assisting the work on the development of the standard, the project was able to create parts that can be put into service... The work also continues in ProGRAM JIP phase 3, started in June 2022 and will run into 2024.”
www.dnv.com
Metal Additive Manufacturing | Spring 2023 92 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News MAM Island Half Page Ad – Grow Profits – C Series.indd 1 12/7/22 11:38 AM
JSJW TITANIUM
We Smart Focus on Creation and Manufacturing of Titanium Alloy
We Smart Focus on Creation and Manufacturing of Titanium Alloy JSJW
We Smart Focus on Creation and Manufacturing of Titanium Alloy

TITANIUM
After a Storm Comes Titanium
Smart Focus on Creation and Manufacturing of Titanium Alloy
At JSJW New Material, we’ve been committed to researching titanium and its alloys since our establishment. Thanks to our unique IPCA gas atomisation technology, we’re able to provide the Additive Manufacturing industry with high-quality, lightweight, spherical powder in various particle sizes that boasts good sphericity, high fluidity, and biocompatibility, satisfying the needs of various industries.


Titanium has become the go-to metal in the aerospace, medical, automotive, cycling, 3C, and other high-value industries due to its high mechanical properties, strengthto-weight ratio, and superior corrosion resistance when compared to other metals. As a key raw material, titanium powder plays a crucial role in achieving these benefits. The benefits of titanium extend beyond AM. We also offer services to mainstream mobile phone brands, including preliminary process research and development, MIM feedstock development, and post-processing.


Our title, “After a Storm Comes Titanium,” reflects the major breakthroughs and applications of titanium and its alloys in additive manufacturing in 2023, which will fuel demand for materials and technical support in the AM and MIM industries.
Our in-house manufacturing and innovative IPCA technology for metal powder manufacturing will provide cost-effective raw materials to the industry and increase profit margins for customers.
None of this would be possible without the imagination of engineers – that’s why we welcome discussion on MIM and AM.
| contents | news | events | advertisers | print sub | newsletter | GETPDF
JSJW TITANIUM
A METAL POWDER & SOLUTIONS PROVIDER
JSJW NEW MATERIAL CO., LTD. NO.56, E. JICHUAN RD., TAIZHOU, P.R.CHINA www.jsjinwu.com
We sincerely invite agents worldwide to grow together. info@jsjinwu.com
JSJW TITANIUM
Metshape’s micro metal AM used for microgravity capillary action experiment
A team of students from the International Space Station Research (ISS) Lab Program at Valley Christian High School (VCS), San Jose, California, USA, has used Additive Manufacturing to produce millimetre-scale lattices for an experiment on capillary action in microgravity.
With struts as thin as 0.5 mm in diameter, the metal structure was not thought suitable for conventional Powder Bed Fusion or Binder Jetting technologies, so the team turned to Qualified3D, a distributor of Germany’s Metshape GmbH high-precision Vat Photopolymerisation (VPP) manufacturing services, a process the company refers to as Lithography-based Metal Manufacturing (LMM).

This technology is reportedly capable of producing parts with extremely thin walls (125 μ m) and smooth surfaces (2-5 μ m surface roughness before polishing) in a variety of metals, including stainless steel and titanium.
“Some of our students discovered that the miniature lattice design was printable using the LMM technology and proactively reached out to them,” stated Emeka Okekeocha, ISS Program Manager at VCS. “After a
Stainless steel micro lattice structures developed by VCS for an experiment on capillary action in microgravity on the ISS (Courtesy Qualified3D)
technical review, we accepted the proposed change from acrylate resin to stainless steel.”
The students in the ISS Research Lab received their parts within a few weeks and now intend to put them to use for their experiment in microgravity. The experiment package should be launched to the ISS in mid-February 2023 and should begin returning data in March.
David Kou, a member of the team at VCS added, “We are very thankful to Qualified3D for how they always quickly responded to our requests and questions. Even with the many changes we requested, the parts were still delivered on time, which helped us to transition smoothly between planning and building our microgravity experiment.”
On a broader level, controlled capillarity in additively manufactured metallic lattices is hoped to open new technical possibilities in future outer space applications such as gas filtration, aerosol sample collection, and temperature management. Another application is being able to passively control the position of water in a container, since, without this technology, it would be difficult to predict the location of the water in applications such as plant growth, for example.

www.metshape.de
www.qualified3d.com
World PM2024 Congress & Exhibition dates confirmed
Japan Powder Metallurgy Association (JPMA) and Japan Society of Powder & Powder Metallurgy (JSPM) have announced that World PM2024 International Powder Metallurgy Congress & Exhibition will take place October 13-17, 2024, in Yokohama, Japan.
World PM2024 will include presentations on the latest metal powder technologies, from press and sinter PM to metal Additive Manufacturing. An exhibition will introduce the latest products and technologies from the industry supply chain. In addition, various social events and special programmes will be prepared.
www.worldpm2024.com

Metal Additive Manufacturing | Spring 2023 94 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News www.gasbarre.com THERMAL PROCESSING SYSTEMS
BATCH, CONTINUOUS, ATMOSPHERE, AND VACUUM FURNACE EQUIPMENT FOR ANNEALING, DEBINDING, SINTERING, AND STRESS RELIEVING
VIBENITE®
VIBENITE® Alloys that redefine wear resistance
IS WEAR RESISTANCE ON THE AGENDA?
With our patented Vibenite® materials you get:
• exceptional wear resistance
• extreme heat resistance
• complex geometry
Whether you choose the world’s hardest steel or our hybrid carbide, you will experience a new performance in your application.
THE VIBENITE® FAMILY
VIBENITE® 350 – Corrosion resistant, but still with rather high wear resistance and toughness. Hardness of ~60 HRC (680–700 HV). High chromium content.

VIBENITE® 150 – Multipurpose material, hardness range from 55–63 HRC (600-780 HV).
VIBENITE® 280 – Suitable for multiple wear applications and for cutting in other metals. Hardness range from 63 to 70 HRC (780–1000 HV).
VIBENITE® 290 – The hardest commercially available steel type in the world, launched in 2017. Hardness range of 68–72 HRC (940–1100 HV). Perfect for cutting in other metals and other high wear applications.
VIBENITE® 480 – Hybrid carbide (cemented carbide/hard metal), released in 2018. Hardness of 66 or 70 HRC, carbide content of ~65%, long-term heat resistance of 750°C, corrosion resistant. Recommended where highspeed steels are not heat resistant enough and where cemented carbides are too brittle or need complex shapes.
Get in touch to learn more about our unique materials.
vbncomponents.com
Metal Additive Manufacturing | Spring 2023 95 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Our material Your application A new performance
REDEFINING WEAR RESISTANCE
Extremely wear-resistant VIBENITE® blasting nozzle. (Get in touch to find out if it will last longer than the one you have!)
China’s largest reusable rocket engine success thanks to Additive Manufacturing


The Welkin reusable LOX/Kerosene Engine has undergone full system testing (Courtesy Galactic Energy) In March last year, Galactic Energy Space Technology Co Ltd, headquartered in Beijing, China, one of China’s leading commercial aerospace companies, announced the first successful full-system test flight of its Welkin 50-ton (sea-level thrust) reusable LOX/kerosene engine. Several of the key components of the engine – including the turbo pump and the LOX/kerosene main valve housing – are additively manufactured by Falcontech, Wuxi City, using a Laser Beam Powder Bed Fusion (PBF-LB) machine from Farsoon Technologies, headquartered in Changsha.
The aim of Galactic Energy’s full-system test was to verify the engine operation, structural design, and coordination of each assembly. During the test flight, the engine’s
ignition, starting, and transition were tested for performance, with gathered data showing that each component worked as expected. The combustion process was reported to be stable, and the major performance parameters observed were consistent with the calculated data values. The test achieved complete success with the engine remaining intact, and in a reusable condition, after the test.
In July 2019, Galactic Energy partnered with Falcontech on the project, resulting in more than thirty metal parts of various sizes being additively manufactured and accepted by Galactic Energy in just four months.

Utilising AM as a part of a larger manufacturing process was said to be a true breakthrough in the develop -
ment of commercial rocket engines in China. To date, the Welkin engine is reputedly the highest thrust LOX/kerosene engine in the Chinese commercial aerospace field. The Welkin is also said to be the first large-thrust liquid rocket from China to adopt pintle injection technology. The thrust chamber of a high-thrust liquid rocket engine usually adopts active regenerative cooling for the combustion chamber’s thermal protection. With conventional manufacturing technologies, the manufacturing process of thrust chamber components is extremely complicated and usually takes several months. A slight production variation in one single component may lead to the functional test failure of the whole thrust chamber.
During the design phase of the turbo pump, the Galactic Energy engineering team compared the efficiency of two models: one designed for the conventional manufacturing process and the other for Additive Manufacturing. The new AM design improved production efficiency by 5%.
Significant efficiencies were also seen in the design and manufacturing of the turbine disks, where the traditional machining will take twenty to twenty-five days, but takes only three to four days using Additive Manufacturing. Here, the manufacturing cycle was shortened by 80%.
In further development of its Welkin LOX/kerosene engine, Galactic Energy has reported that it sees many opportunities to use AM, specifically targeting lightweight, high-strength components and improved part reliability.
The Welkin reusable LOX/Kerosene Engine has undergone full system testing (Courtesy Galactic Energy)
www.farsoon.com
www.falcontech.com.cn www.galactic-energy.cn
Metal Additive Manufacturing | Spring 2023 96 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
A series of functional tests were conducted on additively manufactured components at Galactic Energy (Courtesy Falcontech)
The additively manufactured turbo pump assembly for hydraulic testing (Courtesy Falcontech)






Spring 2023 Vol. 9 No. 1 GETPDF
Authentise releases Requests for Quotes Responder tool to improve quoting process
Authentise, Philadelphia, Pennsylvania, USA, has released RFQ Responder in an effort to help contract manufacturers respond to Requests for Quotes (RFQ) quickly and efficiently.
With RFQ Responder, teams can gather full requirements through configurable interfaces for both customers and staff. It provides key design data and prices automatically as a baseline, which can then be adjusted based on templatised workflows and Authentise’s Guideline recommendation engine. The baseline can be edited collaboratively by a team to identify the right technology and production process, communicating through chat and tracking tasks in the Pre-Production Workflow
Manager. In doing so, a team can build on historical experience through both the Build and Model Libraries. The resulting quotes are easily configurable to allow work items to be hidden, discounted, or excluded.
RFQ Responder builds on the experience and technology stack used for Authentise’s workflow management tool, Flows. As such, it provides the same integrations into ERP and PLM systems, and high-security environment, including on-premise deployment and ITAR hosting options. It also allows for deeper analytics thanks to no-code integrations with Microsoft Power Automate.
Connecting RFQ Responder to Flows allows for deep machine learning by


comparing estimates against actuals over time and using the insights to improve the predicted production time and errors for future production runs.
“Responding to RFQs for complex parts requires collaboration between many stakeholders, especially if they’re moving towards production rate. They’re not quoted in instant online portals,” stated Andre Wegner, CEO of Authentise. “Experts consider a range of factors, not least the standards required in production. This can take weeks. With our recent release of Guidelines and the collaboration and quoting tools previously only available through Flows, we’re in the prime position to help make companies more reactive to incoming enquiries. We’re delighted to bring this third spin-off product from Flows to market, next to Materials Management and the Digital Design Warehouse.”
www.authentise.com
Metal Additive Manufacturing | Spring 2023 98 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Industry
News
Carbolite Gero releases guide to heat treatment and sintering for
metal AM and MIM
Carbolite Gero, part of Germany’s Verder Scientific GmbH, a division of the Verder Group, has published a twenty-page brochure ‘Heat Treatment / Debinding and Sintering for Additive Manufacturing of Metals & Metal Injection Moulding.’

The guide builds on Carbolite Gero’s experience in the design and manufacture of laboratory and industrial ovens and furnaces used in many sectors. It also includes solutions for MIM and metal AM from the wider Verder Scientific group.
Included in the brochure are furnaces used for post-processing laser and electron beam AM compo -

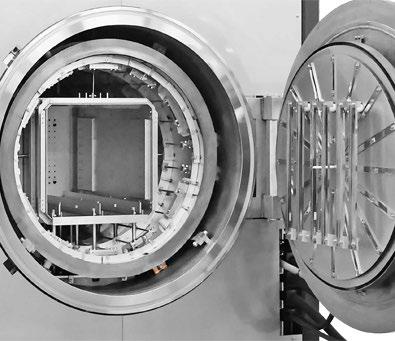
The guide includes furnaces for sinter-based technologies (Courtesy Carbolite Gero)
nents. Also covered are furnaces for sinter-based technologies, such as Binder Jetting (BJT) and Material Extrusion or Fused Filament Fabrication (FFF) processes.
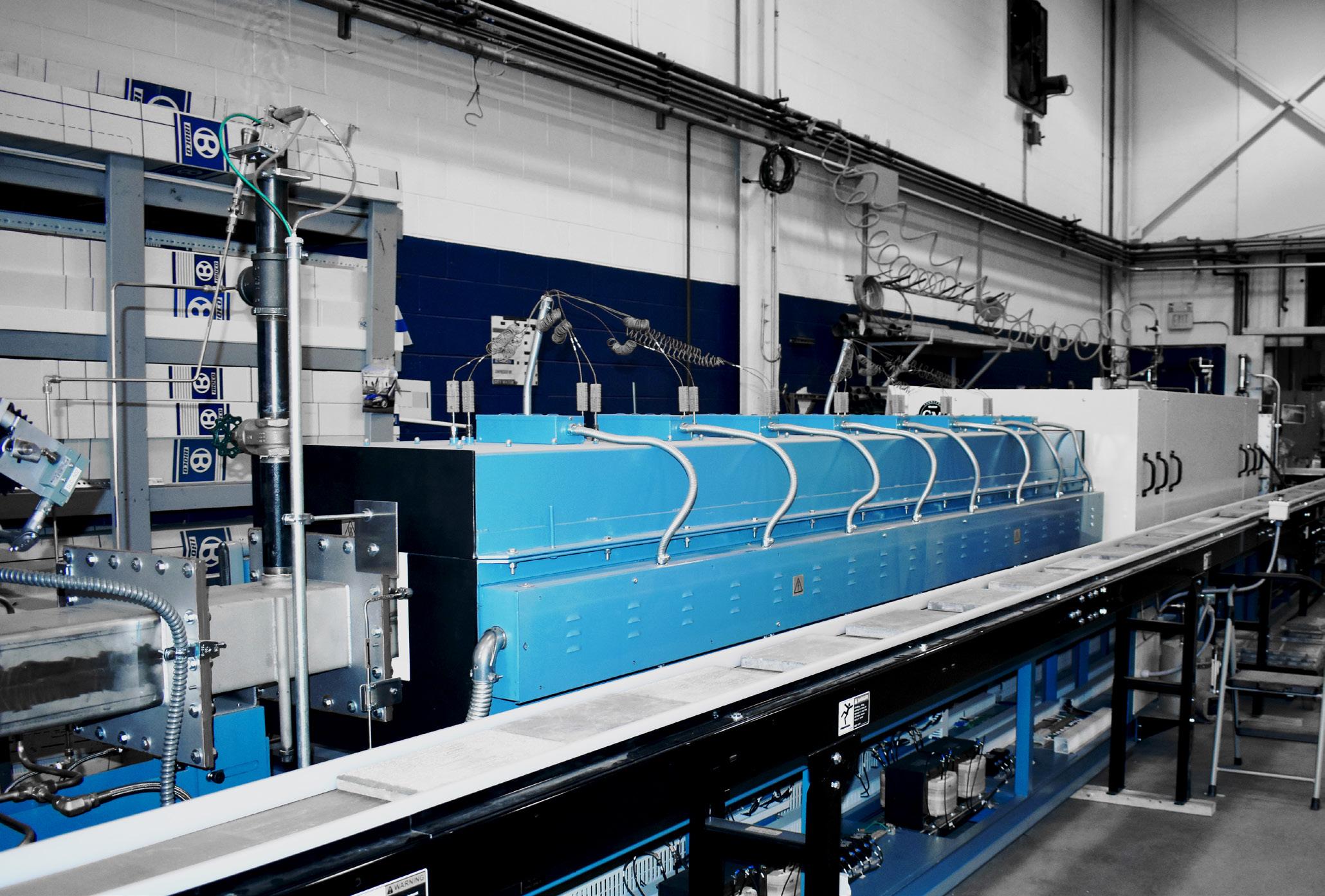
In addition, the guide has an informative introduction to Metal Injection Moulding and highlights the company’s EBO-MIM furnace for catalytic debinding, the
The brochure identifies furnaces for post processing AM components (Courtesy Carbolite Gero)
GLO-MIM for debinding & presintering and the HTK-MIM for rest debinding & full sintering.
There is a focus on safety through to gas flow management, temperature uniformity and options to reduce power requirements. The full brochure is available on the company’s website.
www.carbolite-gero.com
Metal Additive Manufacturing | Spring 2023 99 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
The furnaces have both debind and sinter capabilities 103 Dewey Street Bloomfield, NJ 07003-4237 | Tel: 973-338-6500 | Fax: 973-338-1625 www.cmfurnaces.com info@cmfurnaces.com Continuous high temperature pusher furnaces for high volume 3D printed metal parts Industry News
IperionX and SLM Solutions announce titanium powder supply MOU
IperionX Ltd., Charlotte, North Carolina, USA, has announced the signing of a non-binding Memorandum of Understanding (MOU) with SLM Solutions Group AG, Lübeck, Germany, for the potential supply of spherical titanium metal powders from IperionX’s planned Titanium Demonstration Facility (TDF) to SLM. SLM serves customers with an installed base of over 850 Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machines – and 1,400 lasers – globally. This
MOU with IperionX could offer the first 100% recycled titanium metal powders to SLM’s global customer base.
IperionX’s Ti technologies allow the production of high-quality titanium powders from 100% recycled titanium feedstocks and significantly reduce the carbon footprint and environmental impact of titanium.
“We are pleased to be partnering with SLM, a global leader in metal 3D printing solutions,” stated Anastasios Arima, co-founder and CEO of
Container-based DED Additive Manufacturing machine from Snowbird

Specialised cooling and water systems provider Snowbird Technologies, Jacksonville, Florida, USA, has announced its plans to launch the SAMMTech, a distributed Additive Manufacturing machine suitable for the production of large, complex metal parts.
SAMMTech’s gantry technology can perform both metal additive and subtractive manufacturing, and can be used in harsh environments and rough terrain thanks to its incorporation in a standard-size shipping container. Using laser-based Directed Energy Deposition (DED), a standard welding wire can be used to either repair or additively manufacture parts.
“This method of 3D printing allows for a wide range of materials from carbon steel to titanium,” stated Scott Morse, president of Snowbird Technologies. “In addition, any printed part can be post-processed using the cutting mill. This combination will enable quick, high-tolerance interim and end-use parts to be produced onsite anywhere in the world.”
With more than thirty-one years of experience, Snowbird also offers a range of custom-built environmental control units and air water generators, providing support for users in military and industrial markets.
www.snowbirdtech.com
www.seaairspace.org
IperionX. “This agreement recognises the value of sustainable, 100% recycled titanium metal powders for leading companies and will be a unique titanium powder offering for SLM’s global customers.”
Sam O’Leary, CEO of SLM added, “The partnership between IperionX and SLM Solutions is a real plus for SLM users and expands their material portfolio with recycled low-cost titanium material. We look forward to offer the only 100% recycled titanium metal powder as part of our extensive materials offering.”
www.slm-solutions.com
www.iperionx.com
Norck launches digital Additive Manufacturing services platform
Digital manufacturing company
Norck GmbH, Mannheim, Germany, has launched a new digital platform to provide efficient Additive Manufacturing services to a wide variety of industries. The platform offers a range of technologies to meet various industry needs, including Laser Beam Powder Bed Fusion (PBF-LB), and offers a wide range of metals including titanium, stainless steel and aluminium, as well as precious metals. Norck serves various industries, including defence, aerospace, robotics, energy, electronics, automotive, industrial equipment, and consumer products. The company has its own production capacity and access to hundreds of sheet metal fabrication, CNC machining, and Additive Manufacturing partners across Europe and the US.
The company’s own engineers are supported by an artificial intelligence system, which gathers and uses thousands of data points to enable better design and manufacturability. The company has also developed manufacturing tools and software applications such as RapidCAD, an intuitive web-based CAD application. www.norck.com
Metal Additive Manufacturing | Spring 2023 100 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Snowbird’s SAMMTech DED machine is incorporated in a shipping container, allowing use at point of need (Courtesy Snowbird Technologies)










Metal Additive Manufacturing | Spring 2023 101 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Metal AM Parts Printing Service Technical Consulting Service Metal AM Printer Metal AM Powder 31% R&D People(As of 2022) 1400 Employees (As of 2022) 66% Turnover Growth Rate (2022 compared with 2021) Listed on the STAR Market Code 688333.SH Stock 300 Sets Printers Oty About About 100,000m2 Plant Area About 310,000m2 Plant Under Construction BLT Intelligent Manufacturing Factory for Printing Service
Dimension: 450mm to 1500mm) BLT Intelligent Manufacturing Factory
Printing Service
Dimension: 105mm
MAKE EASIER MANUFACTURING MAKE A BETTER WORLD No.1000 Shanglinyuan Seven Road, Hi-tech Zone, Xi’an City, Shaanxi Province, P.R.China 710000 international@xa-blt.com +86(029)-8848 5673-Turn8016 www.xa-blt.com/en/ LinkedIn Bright Laser Technologies
(Build
for
(Build
to 400mm)
Permedica adds three RenAM 500Qs for mass production of medical components
Renishaw, Wotton-Under-Edge, Gloucestershire, UK, has collaborated with medical devices specialist Permedica, Lecco, Italy, to develop Additive Manufacturing processes for the mass production of medical components in the healthcare industry. The adoption of three RenAM 500Q Additive Manufacturing machines is said to follow on from a longstanding partnership between the companies.
Permedica, founded in 1986, started as a distributor in the medical sector, focusing on developing and selling orthopaedic implants for hip, knee and shoulder arthroplasty. Permedica is reported to occupy one of the largest and most modern production facilities in Europe, dedicated to promoting continuous growth and innovation in the orthopaedic sector.
“We established a partnership with Renishaw early on in the company’s development,” stated Federico Perego, Sales Manager at Permedica. “When searching for a new AM machine, we found ourselves looking closely at the Renishaw RenAM 500Q and it immediately struck us as a very interesting solution. This was down to several reasons – first and foremost, the production area, which has impressive four sintering lasers. This feature allows us to achieve a remarkably higher level of production and a reduced cycle time per unit produced as compared with the single laser machines we already had in our workshop.”
He continued, “The RenAM 500Q is a fully automatic machine, including powder sieving operations, meaning that there is no need for

operators to oversee this step, saving a great deal of time.”
The RenAM 500Q is designed to scale up AM technology to suit larger production volumes, enabling Permedica to use the system to mass produce standard parts instead of custom applications. Its working volume (250 x 250 x 350 mm) and four lasers enable the company to meet demanding production volumes and speeds. The machine also features automated powder and waste handling systems that enable consistent process quality, reduce operator intervention time and ensure high standards of system safety.
Installing the RenAM 500Q enabled the company to extend the production of other parts using AM. Permedica purchased two additional RenAM 500Q systems in 2022, allowing them to meet increased demand for massproduced medical components in the healthcare market.
www.renishaw.com
www.permedica.it

T-M Vacuum Products, Inc.

Cinnaminson, NJ
Sizes from 0.25 to 16ft3 (7-453l)
Work loads from 50 to 1,600lbs (23-726kgs)
Operating pressure 10-6 torr to 6 bar
Metal Additive Manufacturing | Spring 2023 102 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News VACUUM FURNACES FOR POST ADDITIVE MANUFACTURING www.tmvacuum.com +1-856-829-2000 info@tmvacuum.com Perfect choice for stress relieving, solution treatment, ageing, sintering, brazing or other thermal processes
bright and shiny Integrated quick cool Controlled atmosphere ±3°C uniformity
All metal hot zones High vacuum,
Super Series High Vacuum Furnace
BOOTH 3151
Texture Jet offers sustainable surface post-processing



Texture Jet Ltd, based in Nottingham, UK, is using its patented electrochemical jet machining (EJM) technology, a highly localised variant of electrochemical machining (ECM), to post process metal additively manufactured parts.
Using its EJM process, Texture Jet offers the ability to control and manipulate surface textures and finishes on metal components, enabling a wide variety of surface finishes from rough to smooth and matte to glossy.
By eliminating the need for traditional finishing methods, Texture Jet’s technology is said to significantly reduce the time and cost required to produce highquality metal components. This optimisation of the surface is also
said to improve the components’ mechanical properties, reduce friction and wear, and improve their overall performance and durability.
“By leveraging advanced surface engineering techniques,” stated Jonathon Mitchell-Smith, Texture Jet CEO and co-founder, “Texture Jet’s technology can provide a symbiotic relationship with AM build processes that enable and enhance lowering production costs and increasing sustainability within the AM process chain, providing a much greater value proposition.”
Texture Jet’s post-processing can also help make AM more sustainable and environmentally friendly by minimising waste and reducing the need for harmful chemicals and abrasive materials.
Texture Jet’s post-processing features electrochemical jet machining to offer a variety of surface finishes (Courtesy Texture Jet Ltd)
The technology has been engineered as a plug-and-play system that can be integrated into a wide variety of delivery systems depending on the application. The Gen Trio system is a standalone system that can be used for small, high-precision AM parts. The STAT system can be integrated into robotic systems or used in a bespoke system to suit the surface finish requirements of the part.
www.texturejet.com
Metal Additive Manufacturing | Spring 2023 103 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
ČEZ and Škoda JS expanding Additive Manufacturing in nuclear power plants

ČEZ Energy Group, an electricity and heating conglomerate headquartered in Prague, Czechia, and Škoda JS, a nuclear engineering company acquired by ČEZ in November 2022, are reported to have produced some 4159 metal and plastic additively manufactured parts in the past year, helping avoid delays caused by disrupted supply chains and boosting energy independence.
According to World Nuclear News, supply chain disruptions from the pandemic and the war in Ukraine meant the company had to find a way to produce replacement parts without having to wait months for traditional manufacturing. The companies stated that “during the first year the deployment of parts from 3D production contributed to reducing downtime and increasing power plant

In the past year, over 4000 metal and plastic additively manufactured parts were produced for ČEZ (Courtesy World Nuclear News/ČEZ Energy Group)
production, without affecting the safe supply of electricity.”
Škoda JS has Additive Manufacturing machines for the production of large metal parts at its plant in Pilsen, with smaller AM machines at both Czech nuclear power plants. Although it has capacity for producing metal parts weighing up to 600 kg, it has thus far focused on additively manufacturing plastic and smaller metal parts.
“The choice of 3D printing technology depends on the material and requirements for the given part,” explained František Krček, CEO of Škoda JS. “A shaft is always better and cheaper to produce using machine tools. For parts with a very complex shape, such as a gear wheel for a gearbox, it is better to use 3D technology.”
ČEZ mainly uses AM for nonnuclear components in power plants, but stated it would like to expand the use of AM parts to nuclear applications.

“It is another of the steps…to the strengthening of our independence in the supply of spare parts and the planned operation of the nuclear units for at least sixty years,” stated Bohdan Zronek, ČEZ board member and director of the nuclear energy division. “Thanks to 3D technology we can produce new, completely identical components, which is important in the event that the supplier no longer exists or does not produce the part.”
www.cez.cz
www.skoda-js.cz
Metal Additive Manufacturing | Spring 2023 104 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News Hiperbaric 42 Meet us at: TECHNOLOGY MANUFACTURERS www.hiperbaric.com C M Y CM MY CY CMY K
Tolerance capability
3D PRINTING IS YOUR SOLUTION
17-4PH, SS 316, Tool Steel M2 & S-7, Inconel 625, 4140
Alumina 99.5%, Zirconia
~ 300 grams max, Footprint equivalent of baseball size or less, 0.02” (0.50 mm) wall thickness minimum
10~50 samples based on footprint. Larger quantities up to 1,000 pcs welcome depending on the part size.
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available.
CONTACT FOR MORE DETAILS

Metal Additive Manufacturing | Spring 2023 105 Vol. 9 No. 1 © 2023 Inovar Communications Ltd GETPDF LOOKING FOR PROTO-SAMPLES IN 15 DAYS ? www.indo-mim.com ISO 9001:2015 / IATF 16949:2016 / AS 9100:Rev D / ISO 13485:2016 / ISO 14001:2015 NORTH AMERICA Email: Mukund.N@indo-mim.com Ph: +1 (210) 557-1594 EUROPE Email: InfoEU@indo-mim.com Ph: +49 1732656067 ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 98450 75320
Material Options (Metal) Material Options (Ceramics) Build Envelope Quantity
LPBF Binder-Jetting Ceramic NPJ Metal/Ceramic SLA
UK consortium demonstrates advances in wire-based DED
The High Productivity Wire Arc Additive Manufacturing (HPWAAM) Group – a business-led research consortium based in the UK – has announced it has successfully demonstrated significant advances in technical capability which are hoped will enable Additive Manufacturing to play a greater role in the future. The collaborative project, led by Weir Group with partners including BOC, a Linde company, WAAM3D, Foster + Partners, Steelo, Wintwire and Cranfield University, is reported to be on track to deliver its objectives by the end of 2023.
The HPWAAM project is reported to have exceeded key interim project objectives, showing increased steel deposition rates of 15 kg/h, up from a baseline of 3 kg/h, using a novel Wire Arc Additive Manufacturing (WAAM) process, a wire-based form of Directed Energy Deposition (DED). Applying new adaptive toolpath programming for different layer heights, has also unlocked the potential for greater scales and complexities, with the partners successfully demonstrating the manufacturing of a 150 kg part using high-deposition rate and in-process cryogenic cooling.

The project is scheduled to complete by the end of 2023, and this reported progress means that the consortium can now seek to industrialise HPWAAM for large-scale engineering components, featuring full thermal control and variable resolution.
“Partnerships such as HPWAAM offer us a significant opportunity to harness the distinct strengths of domain experts spanning academia and adjacent industries, and in this case we are pushing the boundaries of Wire Arc Additive Manufacturing together,” stated Alan Stewart, Weir Group Head of Innovation and Research. “It is clear from the progress to date that this consortium is able to meet the objectives for productivity, and in simple terms, developing this capability means that in the near future we will be able to offer customers new Additive Manufacturing solutions that can significantly reduce engineering lead times, create less material waste, improve equipment performance, and use less energy in the production process.”
Filomeno Martina, CEO of WAAM3D and spokesperson for the consortium, added, “The HPWAAAM Group achieving these milestones reflects the hard work, technical ability, and innovative ethos from the consortium partners. In the next phase, we will leverage the combined capabilities of our partners towards developing an economically feasible way of printing large scale and complex designs at entirely new speeds. We are grateful for the critical funding provided by Innovate UK to pursue our ambition to create future value for our partners and wider UK industrial and commercial interests.”
www.boconline.co.uk | www.cranfield.ac.uk
www.fosterandpartners.com | www.steelo.co.uk
www.waam3d.com | www.global.weir
www.wintwire.co.uk
Metal Additive Manufacturing | Spring 2023 106 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Renishaw and British Cycling partnership renewed for 2024 Olympics
British Cycling has announced the extension of its partnerships with Renishaw and Lotus Engineering to deliver the bike to be used by the Great Britain Cycling Team (GBCT) track squad at the 2024 Olympics. This builds on the relationships which supported GBCT in the Tokyo Olympics.
The partnerships will strive to increase the team’s bike’s speed through an enhanced design, with Renishaw using its experience in Additive Manufacturing to create lightweight, complex parts for the bike, which will aim to reduce drag and further improve its overall speed whilst Lotus will bring its lightweight designs and aerodynamic efficiencies.
The bike will be homologated in line with UCI (Union Cycliste Internationale) regulations through
2023 to make it competition-ready for the summer Olympics in Paris next year.
“Over the last Olympic cycle, we have developed fantastic relationships with Renishaw and Lotus, working collaboratively to bring together world-leading expertise from their teams into our programme,” stated Stephen Park CBE, Great Britain Cycling Team Performance Director. “This, combined with our in-house team who are constantly working to find the most innovative solutions, such as optimising rider race positions in our newly opened wind tunnel, gives our riders the best possible chance when they get to the start line.
“Having brought back seven track medals from Tokyo, we are excited to see what we can go on
to achieve together as we work towards further refining our bike, which is just one part of the worldclass support we are able to offer our riders as we set our sights on Paris 2024,” Park concluded.
Ben Collins, Senior Applications Engineer for Renishaw’s Additive Manufacturing Group, added, “We’re really delighted to be working once again with the British Cycling team after the success in Tokyo. Creating a bike light enough for Olympic competition that also stayed within the UCI guidelines was a challenge, but it also gave us the chance to showcase how beneficial Additive Manufacturing can be across all industries.”
Collins continued, “It was great to see how well the bike performed, and now that we’ve renewed the partnership, it will be really exciting to see how we can help improve the bike’s performance for Paris.”
www.renishaw.com
PARTICLE CHARACTERIZATION OF METAL POWDERS
Determine BET surface areas of metal powders quickly, accurately, and economically with MICROTRAC’s BELSORP MINI X Sorption Analyzer:
I Mass-related surface area as specific surface area (m²/g) is an important parameter in the evaluation of metal powders with regard to their processability.
I Simultaneous measurement of up to 4 samples with high precision.
I Rapid determination of BET surface areas with up to 12 analyses per hour - perfect for quality control of fine powders with high sample throughput.
www.microtrac.com

Metal Additive Manufacturing | Spring 2023 107 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
MRB-Advert-GB-PowderMet-175x120_neu.indd 2 08.02.2023 11:55:46
BELSORP MINI X SURFACE AREA & PORE SIZE ANALYZER
Clamping System
Zero-point clamping to build plate insures parts cutting accuracy and cutting position can be adjusted through the lifting and lowering of the Z axis.


Tension Control

Using the servo motor to control the tension and speed of the molybdenum or brass wire, it is easy to manually replace the molybdenum or brass wire.
HMI

The proprietary HMI CNC control was developed exclusively for the EDMMAX FC series of fast wire EDM’s, rapid servo response time and precise control of the power supply.
Large Capacity
The FC45 can handle build plates up to 80kg.
Compact
Footprint
2000x1600mm (79”x 63”)
Both AC and DC Switchable Power Supplies

Cutting Titanium without the discharging of DC power, faster cutting of by using brass wire effectively reduces the cost.
Ball Screw Drive System
Linear guide system achieves an accuracy of ±0.1 mm, low friction, wear, and vibration.
Metal Additive Manufacturing | Spring 2023 108 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | EDMMAX
EDM Network 1974 Bucktail Lane Sugar Grove, IL 60554 888.289.3367 info@edmnetwork.com EDMMAX FC45HW series Horizontal, Submerged Fast Wire Edm
Visit us in BOOTH 1842 Shown without machine enclosure for detail. Optional loading cart available.
in Taiwan 0323 EDM Network.indd 1 2/14/23 3:07 PM EDM Network 1974 Bucktail Lane Sugar Grove, IL 60554 888.289.3367 info@edmnetwork.com Visit us in BOOTH 1842
Made
Babcock installs first AM parts in active British Army vehicles
Babcock International Group, headquartered in London, UK, reports it has supplied a number of metal additively manufactured parts to the British Army. The steel components, reported to be the first AM parts supplied to the Ministry of Defence (MOD), are fitted to in-service Titan and Trojan vehicles and form part of a periscope system.
The use of Additive Manufacturing is expected to tackle the growing challenges of technical and commercial obsolescence. Its use is said to be part of a longer-term global advanced manufacturing investment programme by Babcock, which is developing a capability that could see parts additively manufactured at the point of need, including aboard vessels at sea.

“This investment in technology allows us to support our customers in a completely different way, at home and deployed on operations. If a component is required and cannot be sourced, we can now find a way to make it,” stated Tom Newman, Land Chief Executive. “As we look to the future of Equipment Support, Additive Manufacturing has significant implications for our customers, and I am delighted Babcock is leading the way in developing this capability.”
Brigadier Phil Prosser, CBE, Assistant Chief of Staff for Equipment, HQ Field Army, added, “The fitting of this additively manufactured part represents a key milestone for defence and the Army. Additive has
disrupted industry manufacturing processes and created an agile alternative to traditional mass manufacture. Working together with Babcock, we have unlocked a pathway to manufacture certified parts.”
Babcock’s Chief Technology Officer, Dr Richard Drake said, “This marks a major milestone in finding solutions for obsolete parts and in tackling resilience in the supply chain – some of the biggest challenges engineering and manufacturing businesses like ours are facing. We’re using disruptive technologies to address that. For us, this is part of a growing investment programme around advanced and additive manufacturing, which we can now progress to other areas of our
American Isostatic Presses installs rapid cooling HIP
American Isostatic Presses Inc (AIP), headquartered in Columbus, Ohio, USA, has installed a rapid cooling system to its Additive Manufacturing research and development Hot Isostatic Press (HIP). Rapid cooling has the potential to eliminate the need for additional
heat treatments, such as quenching and solution heat treatment.
The rapid cooling system can quench parts at up to 200ºC per minute. This system is designed for materials that can benefit from rapid cooling to produces favourable microstructures, including
business and that is hugely exciting for Babcock.”
In February 2022, Babcock launched its technology partnership with Plymouth Science Park and unveiled an Additive Manufacturing centre. This has allowed the company to additively manufacture parts that are obsolete or required in low quantity (such as the periscope clamp) to be created in days rather than months.
Babcock is responsible for the fleet management of over 50,000 vehicles for the British Army, ranging from quad bikes and generators, to main battle tanks and weapons.
“We won’t stop here,” Dr Drake added. “We are now working towards a future where the additive techniques and processes we are putting into place now; will be readily available across any part of the MOD we support.”
www.babcockinternational.com
maintaining fine grained microstructures or for precipitation of carbides and oxides at grain boundaries which can improve high temperature strength and creep resistance.
AIP’s research facility is also equipped with HIP systems that can process parts to 60,000 psi and 2000ºC as well as a CIP/WIP system capable of operating pressures of 85,000 psi.
www.aiphip.com
Metal Additive Manufacturing | Spring 2023 109 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
The AM parts, seen here, are fitted to British Army in-service Titan and Trojan vehicles (Courtesy Babcock International)
Oqton and Baker Hughes partner to offer software suite for industrial Additive Manufacturing


Oqton, Ghent, Belgium, has partnered with energy technology company Baker Hughes, headquartered in Houston, Texas, USA, to form a technical and commercial software development agreement. The companies hope to develop an industrial digital ecosystem that can transform how manufacturers bring products to market in highly-regulated industries, such as energy, aerospace, and healthcare. The solution is intended to accelerate the design and production of additively manufactured parts across the entire manufacturing workflow to increase efficiency and facilitate regulatory compliance.
As part of the development partnership, Baker Hughes is integrating Oqton’s Manufacturing OS into its workflow, including its own proprietary Additive Manufacturing solutions developed for vertical applications over the past decade. The intelligent Manufacturing OS is a technology-neutral, hardware-agnostic software platform that connects manufacturers’ applications and machines across multiple sites enabling companies to track every action with a digital thread for complete traceability and visibility from order to delivery.
“We believe that manufacturing is going through its most significant phase of disruption since the first industrial revolution,” stated Dr Ben Schrauwen, SVP and General Manager, Oqton. “Our mission is to accelerate making autonomous manufacturing accessible to companies of all sizes, enabling the continuous flexibility and adaptability of manufacturing processes. Through this collaboration, we see the potential to make a significant leap forward in enhancing our Manufacturing OS by leveraging the expertise of Baker Hughes’ engineering team to accelerate the manufacturing workflow and facilitate regulatory compliance.”
Combining Oqton’s autonomous approach to manufacturing and Baker Hughes’ experience in the development and introduction of production processes into highlyregulated industrial environments is hoped to enable the companies to create an enhanced Additive Manufacturing platform for the energy industry. This is intended to serve as the foundation for the companies to develop additional applications and plug-ins that will become part of the Oqton Manufacturing OS and open new markets in additional regulated industries with demanding end-use applications.
“As an energy technology company, Baker Hughes is fully committed to the development of the most advanced technologies looking for more efficient, more reliable, and cleaner energy solutions,” added Jim Sessions, vice president for completions and well interventions at Baker Hughes. “Digital transformation is the centre of gravity in the advanced manufacturing process. We believe that to achieve an efficient and reliable process, we need to enable automation and autonomous controls in our endto-end manufacturing workflows. We are transforming how the industry works today and in the future.”
Jim Apostolides, senior vice president of enterprise operational excellence at Baker Hughes, concluded, “As an energy technology company, Baker Hughes believes in the power of digital enablement to improve operations and support a more sustainable energy industry. Our agreement with Oqton will support the industrialisation of our Additive Manufacturing and help drive more intelligent operations for the energy and industrial segments.”
www.oqton.com | www.bakerhughes.com

Metal Additive Manufacturing | Spring 2023 110 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Baker Hughes will integrate Oqton’s Manufacturing OS into its workflow (Courtesy Oqton)

Nupress to use SPEE3D technology for amphibious aircraft parts



Precision machined components producer Nupress, based in Cardiff, New South Wales, Australia, has announced that it will use its recently acquired WarpSPEE3D metal Additive Manufacturing machine from SPEE3D, headquartered in Melbourne, to manufacture components for an amphibious aircraft project in collaboration with Amphibian Aerospace Industries Pty Ltd. The company will focus on evaluating the production method required to create compliant amphibious aircraft parts by using SPEE3D’s Additive Manufacturing process as a substitute for traditional casting techniques.


“Our collaboration with Nupress and SPEE3D stands to be a game changer in aerospace manufacturing and a real opportunity for a new era of Australian manufacturing,” stated Dan Webster, CEO of Amphibian Aerospace.

Craig McWilliam, CEO of Nupress, added, “The performance of a machined part and 3D printed part can be greatly different, depending on the application. Our project with Amphibian Aerospace will compare these two types of parts so that we can better understand the performance differences between them. We will be taking a cast part as our baseline and then creating identical machined and 3D printed versions of it. By comparing these parts on performance metrics like strength, flexibility, and weight, we should be able to see exactly how machining and 3D printing technologies are changing the landscape of functional parts.”
The metal Additive Manufacturing subscription model now available at Nupress offers one to six slots, each delivering 25 hours per month of building for one year. Nupress will facilitate the manufacturing of parts, from application consultation through to Additive Manufacturing, machining and post-processing treatment.











“Having a WarpSPEE3D at Nupress will provide clients a critical advantage to source industrial-grade metal parts when needed, allowing them to control the production process compared to dealing with global supply chains fraught with risk,” concluded Byron Kennedy, SPEE3D CEO.

www.spee3d.com



www.nupress.com.au

Metal Additive Manufacturing | Spring 2023 112 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
OP_BeemPeek_Metal_AM_91x255_E_1_RZ.indd 1 27.03.23 19:25
This 9 kg wheel centre is manufactured in just under 6 hours on a WarpSPEE3D (Courtesy SPEE3D)
Research illustrates sustainability of wire-based DED components


Researchers from Imperial College London, the University of Cyprus and professional services firm Buro Happold, London, UK, have released a paper which discusses the environmental benefits of wire-based Direct Energy Deposition (DED-Arc/wire) steel structural components versus those conventionally made. The results of the paper ‘Environmental life cycle assessment of wire arc additively manufactured steel structural components,’ were published in Journal of Cleaner Production

To undertake the comparison in these technologies, the team conducted a cradle-to-gate life cycle assessment (LCA), where the environmental impact of producing a topologically optimised DED-Arc/wire steel beam was compared with that of producing a conventional hot-rolled steel I-beam. For the experiment, 2 m long steel I-beams were produced via hot rolling and DED-Arc/wire processes, from both carbon steel and stainless steel. The topologically optimised cantilever DED-Arc/wire structural steel components studied in this research were fabricated by MX3D, based in Amsterdam, The Netherlands.
The results demonstrate that the carbon steel and stainless steel DED-Arc/wire beams have 7% and 24%,























The topologically optimised DED beam (top) compared to the conventional hot-rolled I beam (Courtesy Journal of Cleaner Production)

respectively, lower climate change impact than the corresponding hot-rolled I-beams. The paper concluded that DED-Arc/wire can lead to lower CO 2 emissions than hot-rolling, providing that mass reduction of approximately 50% (which the research shows is readily attainable) can be achieved by utilising the AM technology in conjunction with topology optimisation. The study further went on to say that, by using higher deposition rates or renewable energy sources, the impact of DED-Arc/wire can be further reduced by over 30%.
www.imperial.ac.uk

THE PERFECT CHOICE FOR CUTTING POROUS MATERIALS





Sample preparation of additive manufactured components is a challenging task, as the samples must be cut with as little deformation of the material as possible. With the new cooling system and precision guides, the Qcut 200 A offers the optimal conditions for these cuts






I Precise and vibration-free cutting processes

















I Efficient coolant distribution
I Automatic cleaning function
I Optional flow monitoring for sensitive samples


I New software functions for thin section applications



Metal Additive Manufacturing | Spring 2023 113 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News www.qatm.com
NEW
Convenient TFT touch display Wide range of clamping accessories
Cut-Off Machine
Precision
| www.ucy.ac.cy www.burohappold.com
LLNL researchers develop realtime defect detection in metal Additive Manufacturing
A team of engineers and scientists from Lawrence Livermore National Laboratory (LLNL), California, USA, has developed a method for detecting and predicting strut defects in additively manufactured metal lattice structures during the build stage. The process, involving a combination of monitoring, imaging techniques and multi-physics simulations, enables users to determine if the part will satisfy quality requirements at the earliest possible stage.

The high-strength and low-density properties of metallic lattices have found applications in many fields. However, during the Laser Beam Powder Bed Fusuon (PBF-LB) process, missing or defective struts can occur that affect the mechanical behaviour of the lattice structure. To
ensure quality, scientists typically perform a post-build inspection, which takes time and is not always possible, especially with complex builds.

As described in a paper recently published in Additive Manufacturing Letters, LLNL researchers monitored the Additive Manufacturing of a metallic micro-lattice structure using a photodiode, a pyrometer — both of which measure light emitted from the melt pool — and thermal imaging. The team produced normal struts and intentionally defective ‘half-struts’ through the PBF-LB process, measuring the thermal emissions from the melt pool. The researchers then developed a method to use those thermal emissions to predict defects with high accuracy.
Schematic of the experimental setup and sample design lattice additively manufactured using an octet truss unit cell. The lattice structure contains intentional full and top-half struts randomly positioned. Horizontal struts as well as vertical walls were omitted in the rendering for clarity (Courtesy Jean-Baptiste Forien, et al, “Detecting missing struts in metallic micro-lattices using high speed melt pool thermal monitoring”, Additive Manufacturing Letters)
A team from LLNL developed a method for detecting and predicting strut defects in additively manufactured metal lattice structures during the build stage. Pictured is a sample lattice structure, celebrating the lab’s seventieth anniversary, built by Gabe Guss (Courtesy Jean-Baptiste Forien/LLNL)
“For the first time, this qualitycontrol process was studied in metallic lattices and we developed a methodology to detect defective struts with a missing bottom part,” stated Jean-Baptiste Forien, lead author and LLNL staff scientist. “At the moment, we are capable of detecting defects that span multiple layers, but in the future, new methods will be developed to identify defects within a printed layer. This will allow a dynamic reaction and potentially the suppression of the defect before resuming printing of the rest of the build.”
The team developed their defect detection/prediction method based on observations from the test builds, high-speed imaging and multi-physics simulations of the PBF-LB melt pool. By monitoring
thermal emission, researchers could predict whether a strut was present or missing with accuracy of more than 94%, validating the mechanisms behind the observed thermal emissions through high-speed thermal and optical imaging, and simulations using the ALE3D (Arbitrary Lagrangian–Eulerian three-dimensional analysis) multiphysics simulation tool developed by LLNL.
Co-authors of “Detecting missing struts in metallic micro-lattices using high speed melt pool thermal monitoring” included LLNL scientists and engineers Gabe Guss, Saad Khairallah, William Smith, Philip DePond, Manyalibo “Ibo” Matthews and principal investigator Nick Calta. www.llnl.gov

Metal Additive Manufacturing | Spring 2023 114 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
index
Looking for AM machines, metal powders or part manufacturing services? Discover suppliers of these and more in our new advertisers’ index and buyer’s guide, pages 195-202
Advertisers’
& buyer’s guide

Norsk Titanium brings AM to semiconductor industry
Norsk Titanium has announced delivery of its first additively manufactured near-net-shape titanium components to the semiconductor manufacturing market. The 80 kg carrier tray was developed in partnership with Hittech Group, based in Den Haag, Netherlands, and is a critical component of semiconductor manufacturer ASML’s lithography system. Made using Norsk Titanium’s Rapid Plasma Deposition® technology, a form of wire-based Directed Energy Deposition (DED), the company is supplying the Ti-6Al-4V preforms into an existing supply chain that delivers the carrier tray to ASML. The AM titanium carrier tray replaces a forged plate and saves 140 kg (64%) in raw materials, whilst allowing

the customer to utilise the existing supply chain and expand its current capacity without any further capital investment.

“We are seeing that customers in all markets are looking for alternatives to their legacy titanium suppliers. With this delivery, we have demonstrated that Norsk Titanium can deliver shorter lead times and offer an alternative to titanium raw material suppliers that may be experiencing disruptions in today’s environment,” stated Nicholas Mayer, Norsk Titanium VP of Commercial.
“Norsk Titanium is delivering a sustainable alternative to legacy forgings that is compatible with existing Ti6-4 material specifications and production methods. As we expand production in our core aerospace and industrial markets, we continue to prove the value our additive solution brings to our customers.”
Production of the initial preforms took place in Norsk’s engineering and development centre in Hønefoss and has transitioned to the company‘s production centre in New York, USA.

www.norsktitanium.com

Metal Additive Manufacturing | Spring 2023 116 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
The additively manufactured titanium carrier tray saves 140 kg in raw materials (Courtesy Norsk Titanium)
AMFG and Imperial College London gain funding to optimise autonomous manufacturing
The UK’s Imperial College London and AMFG, a provider of manufacturing execution system (MES) and workflow automation software based in London, UK, have received funding from Innovate UK to advance autonomous Additive Manufacturing.
Through a management Knowledge Transfer Partnership award (mKTP), the partners will develop software that allows machines, such as those used for Additive Manufacturing, to function entirely independently. The researchers say such software could mean improving productivity by 92% and reducing production times from five days to one, driving technologies such as metal Additive Manufacturing towards their full industrial potential.
“Establishing strong collaborations with industry is central to modern academia, and together we can solve real-world problems,” stated Dr Connor Myant of Imperial’s Dyson School of Design Engineering. “Teaming up with AMFG, we aim to do exactly that. Our mKTP will create exciting opportunities to build research activities across the digital manufacturing spectrum.”
The partnership will produce software that includes automated order management, integration with all major AM machines, post-production management, and shipping and labelling. To do this, they will run a series of research and development initiatives that develop new solutions for each part of the workflow.

“This R&D partnership marks a monumental step towards bringing the vision of autonomous manufacturing into reality,” added Keyvan Karimi, founder and CEO of AMFG. “We are excited to be forging a relationship with an institution renowned for world-changing innovation.”
www.amfg.ai
www.imperial.ac.uk
Through a management Knowledge Transfer Partnership award the partners will develop software that allows machines, such as those used for Additive Manufacturing, to function entirely independently

(Courtesy AMFG)
Steel Powder for Additive Manufacturing

Metal Additive Manufacturing | Spring 2023 117 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Industry News
IATF 16949 ISO 9001 Water Atomized Low Carbon and Low Alloy Steel Low-Cost Solution for Industrial AM Applications • Laser Powder Bed Fusion • Powder Bed Binder Jetting • Direct Energy Deposition • Cold Spray Additive Manufacturing • E-Beam Additive Manufacturing AM Specialty Grades - Composition (wt%) Grade C Mn Mo Cr Ni Si ATOMET 0.20-0.35 0.70-0.90 - - - 0.10-0.25 1025 ATOMET 0.38-0.43 0.60-0.80 0.20-0.30 0.70-0.90 1.60-2.00 0.10-0.25 4340 ATOMET 0.55-0.60 0.15-0.20 0.80-0.90 - -4405 Find out more
Mantle showcases growing adoption of AM in injection moulding
Mantle, San Francisco, California, USA, has highlighted two recent injection moulding customers which have successfully adopted its technology to automate their toolmaking processes. Nicolet Plastics and Westec Plastics both serve the medical device market and will implement Mantle’s technology to reduce the time and labour required to make precise injection mould tooling components.
“As an injection moulder, Mantle allows us to bring additional tool production in-house and increase the complexity of the tools and inserts we manufacture. We will significantly reduce the time it takes to produce production-quality tools and be able to start production in
weeks versus months,” stated Tony Cavalco, CEO, Nicolet Plastics CEO.
Mantle uses its proprietary TrueShape technology – a hybrid material extrusion (MEX), CNC and sinter-based process. The system includes its P-200 Additive Manufacturing machine, built on a CNC platform, that integrates building and machining to produce parts with the accuracy and surface finish required for tooling. The P-200 machine has a build volume of 200 x 200 x 150 mm.
Nicolet Plastics has adopted Mantle’s metal Additive Manufacturing to produce steel production tooling in prototyping time and deliver moulded parts to customers more quickly. The company recently
used an AM machine from Mantle to produce production tooling for customer Gamber-Johnson. By additively manufacturing three inserts, Nicolet reduced toolmaker time from 180 hours to 12.5 hours and reduced the time to produce the first moulded parts samples from six to two weeks. Mantle produced inserts that were 95% complete and required only minor finishing before moulding began.
“We printed up the inserts and did a little bit of final fitting here and there, and we were able to get it in the press and start moulding parts relatively quickly,” stated Eric Derner, Nicolet Plastics’ Applications Engineer. “We only had about 10 hours worth of secondary operations and final fitting we had to do. Our tool maker was a little bit pessimistic at first, but when I came in that Friday to ask how everything went, he was almost jumping up and down for joy.”
Westec Plastics Corporation is a full-service plastic injection moulder which has adopted Mantle’s Additive Manufacturing technology to increase its tooling capacity without hiring on toolmakers. Mantle’s technology enables the company to produce H13 tool steel inserts anywhere from 75-95% complete with minimal time from Westec’s toolmakers.
These H13 inserts from Nicolet Plastics resulted in a reduction in toolmaking time from 180 hours to 12.5 hours, reducing the time to produce the first moulded parts from six to two weeks (Courtesy Mantle)


When producing the tooling for a medical diagnostic housing, Mantle’s technology allowed Westec to cut the tooling cost in half by reducing the number of active operation hours on the inserts from 40 hours to 10. The tools were used to mould TPE.
“Tooling is the base of our company,” stated Tammy Barras, president of Westec Plastics. “Without quality tooling, we can’t produce quality parts, but it’s getting harder and harder to find quality tool makers. Using Mantle’s technology, we can complete up to 70% of the job, and have our toolmakers handle the specialised steps that only a human can do. We need to take advantage of this new technology. With Mantle, we can provide our customers a service they can’t get anywhere else.”
www.mantle3d.com
Metal Additive Manufacturing | Spring 2023 118 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
Mantle’s Additive Manufacturing technology allowed Westec to cut the tooling cost in half by reducing the production time for the inserts from 40 to 10 hours (Courtesy Mantle)





Soft Magnetic Powder Carbonyl Iron Powder Atomized Alloy Powder Microwave Absorbing Material www.yueanmetal.com oversea@yueanmetal.com
Plastometrex & Leonardo collaborate to accelerate AM adoption in aerospace and defence
Mechanical testing solutions provider Plastometrex, Cambridge, UK, has announced a collaboration with Leonardo, the aerospace, defence and security company headquartered in Rome, Italy. With the purchase of its first Indentation Plastometer from Plastometrex, Leonardo hopes to overcome the challenge of the timely qualification of parts produced by Additive Manufacturing, thus further proving the viability of AM in the aerospace and defence sectors.
Plastometrex’s mechanical testing technology measures the strength of metallic materials via an automated five-minute indentation-based test, reportedly allowing users to accelerate testing turnaround by 80 X whilst reducing testing costs by up to 90%.


Since its commercial launch in 2021, the Indentation Plastometer has gained increasing notice in the AM sector – including with recognisable OEMs – to support faster testing and qualification of new materials, machines, and parts.
“Materials testing and qualification is the bedrock of any robust manufacturing process and new testing tools are needed to support the adoption of Additive Manufacturing in industry,” stated Mark Jackson, Research & Innovation, and David Wragg, Senior Metallic Materials Engineer, at Leonardo Helicopters UK.
“We are delighted to be working with Plastometrex, a technology-forward company whose unique technology platform will enable us to assess, improve, and deploy additive parts far more efficiently than previously possible.”
The companies have stated that they will be collaborating in several areas, including the characterisation of parts made via sinter-based metal Additive Manufacturing processes such as Material Extrusion (MEX), and mapping property variation of parts as a function of build height and lateral position. Leonardo will also be supporting Plastometrex with the advancement of a dedicated test standard, a project that is already underway in collaboration with the ASTM AM Center of Excellence.
Arcast Atomizers are custom built and competitively priced to meet the growing demand to produce high quality, low cost, technically advanced metal powders fulfilling the requirements of today’s pioneering manufacturing processes.
We can supply machines to atomize titanium alloys, super alloys, refractory and reactive metals, and ferrous and non-ferrous alloys in high vacuum purged vessels with inert gas replacement atmospheres.

We have installed machines all over the world, from 1 kg research furnaces to 1000 kg production units.
Jimmy Campbell, CTO at Plastometrex, added, “We are excited to work with the team at Leonardo to accelerate the utilisation of new technologies in the aerospace and defence markets. As two innovative companies, we are looking forward to a rewarding collaborative journey together.”
The Indentation Plastometer can be seen at the iAero Centre in Yeovil, Somerset, UK. The facility is funded by the European Regional Development Fund, HM Government, Heart of the South West Local Enterprise Partnership (HotSW LEP), and Leonardo, and is intended to act as a hub for the creation of new collaborations, solutions, and development of high-value engineering skills in the area.
www.plastometrex.com
www.aircraft.leonardo.com
Metal Additive Manufacturing | Spring 2023 120 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News Integrated InductIon alloyIng and atomIzatIon SyStemS
www.arcastinc.com
Plastometrex’s equipment for profilometry-based Indentation Plastometry (PIP) will be used for the testing of parts made by metal Additive Manufacturing (Courtesy Plastometrex)
Navigation and Support
In a complex industry, we’ll guide you the entire way.
We’ve got one mission, to support as many metal part makers in the MIM and Metal AM industry as possible. Our team of processing experts utilize 20+ years of experience to share all our knowledge and help you overcome challenges, develop better processes and become successful part makers. We help develop real world, practical solutions based on many lessons learned along our journey. Being the ONLY debind and sinter service provider with full sized production equipment, we are honored that we have been able to support every industry currently utilizing MIM and Metal AM. DSH is the only source for the best process support, toll processing and educational resource for your MIM and Metal AM applications.
We offer:
Remote Process Engineering, Small/Large Toll Processing, R+D projects, Educational Support on Total Process Management.







Metal Additive Manufacturing | Spring 2023 121 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
Your Partner in MIM/AM
107 Commerce Road | Cedar Grove, NJ 07009 USA | +1 973.239.7792 | dshtech.com
Airspeeder crewed flying racing car features additively manufactured combustor
Alauda Aeronautics, a developer of performance electric Vertical Take-Off and Landing (eVTOL) aircraft, based in Adelaide, Australia, has announced its new Airspeeder Mk4 – the world’s first crewed electric flying race car. The vehicle is powered by the company’s Thunderstrike hydrogen turbogenerator, which feeds energy to the batteries and motors. The 1000 kW (1340 hp) demonstrator engine incorporates an additively manufactured combustor designed to keep the hydrogen flame temperature relatively low and greatly reducing nitrous oxide emissions.
The Thunderstrike engine is specifically developed for use in eVTOLs, where this technology allows green hydrogen to be used as fuel, providing safe, reliable and sustainable power over long distances and flight times. With its sophisticated electric propulsion system, advanced aerodynamics and a take-off weight of 950 kg, the Airspeeder Mk4 has a projected range of 300 km (188 miles) and a top speed of 360 kph (225 mph), while producing near-zero emissions.
Alauda explains that hydrogen is an ideal fuel for future aviation and, specifically, personal urban air travel. It has a high energy density and can
be stored in a lightweight, compact form, making it suitable for small aircraft. The fuel is also non-toxic and produces no emissions except pure water, so it doesn’t cause air pollution.
Airspeeder Racing Championship 2024
The company is currently seeking OEM partners to join it in the Airspeeder Racing Championship in 2024, the first crewed flying race car series. The championship first ran in 2022, with teams operating remotely piloted 4.1 m long eVTOL racers.


“We, and the world, are ready for crewed flying car racing. We have built the vehicles, developed the sport, secured the venues, attracted the sponsors and technical partners. Now is the time for the world’s most progressive, innovative and ambitious automotive brands, OEM manufacturers and motorsport teams to be part of a truly revolutionary new motorsport. In unveiling the crewed Airspeeder Mk4 we show the vehicles that will battle it out in blade-to-blade racing crewed by the most highly skilled pilots in their fields,” stated Matt Pearson, CEO, Alauda Aeronautics.
Flying cars a step closer Alauda Aeronautics is working towards a future where private flying cars become a viable means of urban transport. Its team of engineers and designers – drawn from companies including Airbus, Boeing, Ferrari, MagniX and McLaren – are confident its technologies could make air travel faster, more efficient, more environmentally friendly and more accessible.
“You will see these technologies on the racetrack. However, eVTOLs are already a trilliondollar industry and we see a very substantial market for private flying cars emerging in the near future. In conventional aerospace, there are about as many private jets as there are commercial jets in operation. We believe it could be the same with flying cars one day, with a roughly similar number of commercial taxis and private cars initially,” added Pearson.
“Once we can sell you a flying car for the same price as a Tesla, you’ll quickly see the balance shift. Today, private cars outnumber taxis by about 300 to one, so the potential for people to own and drive their own flying car one day is absolutely enormous. It’s a very exciting time.”
alauda.aero
www.airspeeder.com
Metal Additive Manufacturing | Spring 2023 122 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Industry News
The Airspeeder Mk4 is the worlds first crewed electric flying race car (Courtesy Alauda Aeronautics)
The Thunderstrike hydrogen turbogenerator incorporates an AM combustor (Courtesy Alauda Aeronautics)
Accelerate
We Convene...
The most brilliant minds from industry and academia
We Coordinate...
Transformative technical and workforce data

America Makes is the leading collaborative partner for additive manufacturing and 3D printing technology research, discovery, and innovation in the U.S.
Structured as a public-private partnership, we innovate and accelerate AM/3DP to increase global manufacturing competitiveness.
Focused on additive manufacturing, America Makes is the first institute of the Manufacturing USA® network.
We Catalyze...
High-value, high-impact collaborative projects
Visit booth 1851 at RAPID+TCT
May 2-4, 2023



Chicago, Illinois
Join us online for our Virtual TRX events
June 1, 2023
July 27, 2023
Learn more at www.AmericaMakes.us
Metal Additive Manufacturing | Spring 2023 123 Vol. 9 No. 1 © 2023 Inovar Communications Ltd
WHERE IDEAS TAKE SHAPE.
We know that additive manufacturing offers undreamed of potential. In addition to the printer, however you also need the upstream and downstream processes plus the experts, who have mastered the technology. You’ll only find all this at the AM highlight Formnext in November.
For knowledge transfer, industry news and connecting with the AM community all year round visit formnext.com Be

part of the fAMily!
the impossible possible! Messe Frankfurt Group
Make
#formnext
Separation anxiety: Lessons learned at NASA from a developmental rocket engine failure

So much is discovered when it just all goes wrong. From a 'design-fail-fix' perspective, it's expected that developmental components may be pushed to destruction. With rocket engines that operate near the limits of their performance, however, the need to understand the causes of a failure is critical. In the competitive commercial space business there's a clear advantage not to disclose knowledge gained from such incidents. Thankfully, NASA can share what others cannot. Here, Alison Park, Deputy Technical Fellow, Materials and Additive Manufacturing, and Paul Gradl, Principal Engineer, share insights into one failure.
Have you ever thought about the 1960s Apollo programme and the feat accomplished to put humans on the moon? These were the days of vellum drafting tables and parts made on manual machines. What would the engineers of the Apollo programme think about the proliferation of various Additive Manufacturing technologies inserted into the design and development of rocket propulsion systems? Would the multiple developmental rocket engine failures still have happened as the teams tried to understand in parallel the complex physics of space flight and hardware design? Could they have executed the design-fail-fix cycle faster if had they had access to Additive Manufacturing? [1]
It is fascinating to imagine what might have been possible if AM had been available to face some of the fundamental technical problems that stood between the Apollo engineers and success. However, even with the benefits of AM fully realised in design, testing, and production, the physics of rocket engines are still challenging to overcome. The environments rocket engines must
perform in are extreme: if something can go wrong, it will.
It is necessary, then, that the important groundwork, process control, and critical integration needs are methodically implemented. What becomes evident very quickly is
that designing, manufacturing and assembling parts into a complex rocket propulsion system involves significant resources – time, funding, and skillsets – to meet the end goal, which is always one thing: a safe and successful mission.
Metal Additive Manufacturing | Spring 2023 125 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF NASA: Failure Analysis
Fig. 1 NASA Marshall Space Flight Center (MSFC) is taking full advantage of AM for rocket propulsion systems to reduce time-to-test and iterations through the design-fail-fix cycle (Courtesy NASA)
NASA’s Marshall Space Flight Center (MSFC) in Huntsville, Alabama, USA, provides the expertise and capabilities to shape nearly every facet of the nation’s ongoing mission of space exploration and discovery. Whether it’s propulsion systems, space habitats, planetary landers, or cutting-edge technology to guide scientific missions, Marshall powers the future of space exploration.
NASA MSFC is now taking full advantage of AM for rocket propulsion systems to reduce time-to-test and iterations through the designfail-fix cycle. Other advantages of AM have been realised for rockets,
including overall cost and schedule reductions, consolidation of parts, complex features, and using novel AM alloys to increase performance. One technology maturation effort to help advance AM was the Long Life Additive Manufacturing Assembly (LLAMA) under NASA’s Game Changing Development (GCD) programme [2].


The objective was to evaluate the feasibility of Laser Beam Powder Bed Fusion (PBF-LB) with the GRCop-42 (copper-chrome-niobium) alloy for the fabrication of high-duty cycle lunar lander-sized rocket combustion chamber assemblies. The project’s tasks included developing


and maturing the PBF-LB process and the GRCop-42 alloy, performing design and analysis of the hardware, managing the procurement and integration of hardware requirements, and running a series of hot-fire testing of the sub-assemblies. The goal of the hot-fire test series was to meet a minimum of fifty starts on a single chamber assembly.
Rocket thrust chamber assembly development under the LLAMA project
A typical rocket thrust chamber assembly (TCA) for chemical propulsion has three major subcomponents: the injector, the combustion chamber, and the exhaust nozzle. The goal of the TCA is simply to generate thrust by providing a volume for combustion and converting the thermal energy to kinetic energy [3]. The combustion chamber and exhaust nozzle are most often regeneratively cooled using complex internal coolant channels for high-performance, high-pressure engine systems.
The combustion gas temperature can approach 3,300°C and pressures can often exceed 50 Bar. Without active cooling of the chamber walls using the propellant(s) from the system, the chamber would melt almost instantaneously; but these chambers are designed with walls that are only a few sheets of paper thick, making traditional manufacturing a challenge. This was a huge opportunity to introduce PBF-LB, to create these complex coolant channels with fine features for the chamber, and it has become a prevalent practice in the commercial space sector.
The injector is no simple feat either and, when conventionally manufactured, often contains hundreds of components brazed or welded together; AM has simplified this process. Regeneratively cooled nozzles present similar challenges to cool the wall as the combustion chambers, but must be manufactured on a grander scale. The LLAMA
Metal Additive Manufacturing | Spring 2023 126 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 2 Overview of hardware tested under the LLAMA project (Courtesy NASA)
integral channels for NASA
HR-1 nozzle
Carbon-carbon nozzles
PBF-LB injectors
NASA: Failure Analysis
PBF-LB GRCop -42 chambers
project set out to design and test all these AM components using PBF-LB for the injector and chamber and Laser Beam Powder Directed Energy Deposition (DED-LB/powder) for the regeneratively-cooled nozzle [4].
Fig. 2 shows some examples of LLAMA TCA components. In addition to the aforementioned AM techniques, advanced carbon-carbon uncooled nozzles were fabricated and tested.
The alloy selected for the combustion chamber was GRCop-42 (Cu-4 at.% Cr-2 at.% Nb). GRCop-42 was developed by the NASA Glenn Research Center (GRC) in the mid1980s, along with alloy GRCop-84 (Cu-8 at.% Cr-4 at.% Nb) [5]. The GRCop-alloys are copper-based alloys that use chromium-niobium (Cr 2Nb) precipitates for dispersion strengthening [6]. GRCop-42 possesses desirable material properties such as high thermal conductivity, high creep resistance, extended low-cycle fatigue life, enhanced oxidation resistance, and high tensile strength at elevated temperatures approaching 800°C [7]. These material attributes remain
when processed using PBF-LB, and it has been an alloy of choice for TCAs following its development in 2019.
Successful hot-fire testing of AM TCAs

NASA has accumulated over 40,000 seconds and over 1,100 starts on multiple GRCop-42 and GRCop-84 combustion chambers. This includes a single 10 kN thrust GRCop-42 chamber, produced by PBF-LB, that accumulated over 188 starts and greater than 8,030 seconds. Every
one of those seconds was counted meticulously.
Although hot-fire testing of chemical propulsion systems may seem like a regular occurrence, it is not for the faint of heart. The propulsion environment is harsh. Adrenaline and tensions run high, as do expectations. As an engineer, you face an overabundance of design decisions, and the time and financial investment drive high expectations. Component integrations are complex. Things can go wrong in milliseconds; in the thrill and rumble of the engine, you forget to breathe.
Metal Additive Manufacturing | Spring 2023 127 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 3 Successful hot-fire test of a LLAMA GRCop-42 PBF-LB chamber and experimental C-C nozzle (Courtesy NASA)
NASA: Failure Analysis
“Although hot-fire testing of chemical propulsion systems may seem like a regular occurrence, it is not for the faint of heart. The propulsion environment is harsh. Adrenaline and tensions run high, as do expectations.”
When the LLAMA project successfully tested a TCA, the team breathed a little bit easier after obtaining fifty-one starts to meet the goal of the project. This success led the team to test a second chamber, fabricated on the same build plate as the first (and two others), using identical processing steps. This test series was expected to provide additional process data on repeatability and performance metrics.
...and one failure
In February 2021, NASA initiated the test series at Marshall Space Flight Center’s Test Stand 115 (TS115), with liquid oxygen and liquid methane as the propellants. The team experienced the adrenalinefilled emotions typical during this type of experimental hot-fire testing. Identical conditions were being run on the second LLAMA chamber, which had successfully been tested eight times prior (Fig. 3). This test started as routine and typical – until it wasn’t.

This LLAMA TCA experienced no issues during start-up and achieved steady state chamber pressure in less than one second. Following steady state, the test ran for almost nine seconds – then, an experimental carbon-carbon (C-C) nozzle extension began to fail. This C-C nozzle extension failure was expected, as it had reached its predicted life limit, so there was little concern and the test continued to run.
At approximately eleven seconds into the test, hot gases spewed from the fire-breathing chamber and it was fully engulfed in flames (Fig. 4). This was no longer a normal test, but a premature disassembly. The thrill and excitement of testing turned into instantaneous concern. The test was shut down immediately and safely per the proper commanded sequence. The team plans for these types of failures, but rarely is the protocol used.
Immediately, the team observed on the remote cameras in the test control centre that the chamber was

Metal Additive Manufacturing | Spring 2023 128 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 5 Separated LLAMA chamber after the test shut down (Courtesy NASA)
NASA: Failure Analysis
Fig. 4 Premature disassembly of the LLAMA GRCop-42 chamber during the ninth test (Courtesy NASA)
split in half. After the test stand was cleared for personnel, the hardware and surrounding area were inspected. There was no damage to test stand equipment, personnel, or area wildlife. The team looked, puzzled, at what lay in front of them; the chamber was cleanly separated, as if it had been sawed in half (Fig. 5).
This separated chamber and C-C nozzle extension were secured to preserve the fracture surfaces from the as-failed condition, and this anomalous test occurrence prompted a deep process evaluation. The engineers who were close to the AM process and observed this failure were suspicious as to how clean the break was. Could it have been caused by witness lines from the build?
Evaluating the test failure
The evaluation looked at all aspects of the test history, sequencing, hardware, AM build process, inspections, and any additional records [8]. A visual crack and subsequent leak was observed in the highspeed video upon review (Fig. 6). This opening in the chamber quickly grew and, in 300 milliseconds, the chamber separated in the barrel section completely.
The first step in the evaluation was to collect the history of the chamber’s processing steps, including the powder feedstock, AM process, and post-build process, including Hot Isostatic Pressing (HIP), machining, cleaning, and inspection data. This subject chamber was built along with three other chambers – two of which were identical build models – on the same build plate. The ‘twin’ chamber had just completed an extensive hot-fire test series and accumulated fifty-one starts and nearly 1,000 seconds.

Further investigation into the build records indicated interesting information about the four chambers. There had been both intended and unintended build interruptions during their manufacture.
The history of these interruptions was present as witness lines on the hardware, shown in Fig. 5. Other than these interruptions, the build records indicated no anomalies, the HIP parameters were correct, and the other post-processing operations were all as expected.
Witness lines are defined as clearly distinguishable lines on the surface of an AM part that run
parallel to the build plane. These are caused by variations in the layer scanning time (where parts may cool) and layer thickness, and are typically formed during build stoppage and interruption events. The height of each of the visible witness lines was measured and correlated exactly to layers with the slices indicating build stoppages (Fig. 7). While the witness lines looked similar, the mechanisms
Metal Additive Manufacturing | Spring 2023 129 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
“...this anomalous test occurrence prompted a deep process evaluation.
The engineers who were close to the AM process and observed this failure were suspicious as to how clean the break was. Could it have been caused by witness lines from the build?”
NASA: Failure Analysis
Fig. 6 Video capture showing the moment the chamber leaked in the barrel (Courtesy NASA)
Not Tested (C1)
51 Starts (C3)
fifty-one times successfully (Courtesy
for each were different and resulted in a different environment.
For instance, the emptying of the PBF-LB machine's overflow caused the parts to be exposed to an open atmosphere for less than sixty minutes each. Where build interruptions were caused by power failures, the PBF-LB build chamber
remained sealed, but did not have an active purge. The brownout interruption was ten minutes and the power outage was less than 120 minutes.
It was the second ‘empty overflow’ build interruption, located in the barrel section of the chamber, that correlated exactly to layers
with slices of the separated chamber 2 and thus received a lot of attention. The team used the ‘sister’ chambers that were additively manufactured along with the failed chamber to help evaluate the material and processing. One sister chamber (C3) was tested and the other chamber (C1) untested. These chambers allowed for the characterisation of the exact witness line locations to determine flaws, microstructure, chemistry, and mechanical testing to understand the failure and provide an extensive set of data.
The fracture surfaces of the failed chamber (C2) were evaluated following the separation event. When first observed with the naked eye, it was evident the fracture surface was planar, but there were two distinct areas that had been slightly deformed into a cup shape. These ‘cupped’ areas were roughly in the same circumferential position where the leak was first observed during

Metal Additive Manufacturing | Spring 2023 130 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 7 Witness lines on chambers from the same build plate. Arrow 1 is a power outage, 2 is a brownout, 3 and 4 are for the emptying of overflows. Chamber 1 (C1) was not tested, Chamber 2 (C2) was the separated chamber, and Chamber 3 (C3) was tested
NASA)
1 2 3 4
Separated Chamber (C2)
NASA: Failure Analysis
“It was the second ‘empty overflow’ build interruption, located in the barrel section of the chamber, that correlated exactly to layers with slices of the separated chamber 2 and thus received a lot of attention.”
the test. Under an optical microscope, the fracture surface showed the scan pattern as parallel lines across the surfaces. This could indicate that the build restart at this witness line created a severe lack of fusion between particles which may have led to reduced mechanical properties. There was also evidence of some unmelted GRCop-42 powder particles. Under a Scanning Electron Microscope (SEM), the fracture surface showed irregular pore shapes and lower degrees of deformation prior to fracture due to a higher level of porosity and lack of powder particle fusion. Chemistry analysis via Inductively Coupled Plasma (ICP) and Inert Gas Fusion (IGF) showed the chamber had slightly higher oxygen levels and higher chromium/niobium ratio than were required by the specification target. This was also indicated in the chemistry for the powder certification. It is known that excess oxygen can reduce conductivity, high temperature strength and creep resistance leading to fatigue crack initiation sites.



To fully answer how these types of build interruptions and re-start events could have contributed to the reduced mechanical capabilities at the witness line, micro-tensile coupons were extracted directly from the chambers (Fig. 8). In addition to these samples, simulated build stoppage samples were built that emulated the power outage environment and time, as well as the powder overflow event and time. From these simulated samples, tensile and low cycle fatigue (LCF) mechanical testing was conducted to determine the impact of the build interruptions and restarts.

The micro-tensile specimens excised at the witness lines of the chamber (C1) indicated higher porosity approaching 2% compared to the rest of the chamber (0.5%) as shown in Fig. 9. Even the 0.5% porosity was extremely high compared to the near 100% density observed in typical PBF-LB builds of GRCop-42 (post-HIP). Sections were taken from the chambers and these samples were mounted, polished,
Metal Additive Manufacturing | Spring 2023 131 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 8 Microtensile specimens excised from an untested chamber at location of the suspect witness line (Courtesy NASA)
1500 µm Witness line 200 µm 200 µm NASA: Failure Analysis
Fig. 9 Top, witness lines observed in chamber samples; bottom, optical microscopy of porosity, with an inset control sample from an ideal PBF-LB GRCop-42 build (Courtesy NASA)
and optical microscopy images were collected. It was evident from these images that the material had higher randomly distributed porosity throughout, but also showed the congregation of porosity around the witness lines.
Micro-tensile test results showed a reduction in Ultimate Tensile Strength (UTS) by 30% compared to a controlled sample taken in an area not affected by the witness line. The strain to failure was also reduced by 80%, indicating a brittle material condition. This could have contributed to the reduced load-bearing capacity at the witness lines along with cyclic strains at the weakened joint.
The tensile test data from the chamber initially led the team to believe that build interruptions could cause a reduction in properties, but the tensile test data from the simulated build stoppage specimens told a different story. The average tensile data from the emulated samples with power outage and powder overflow events were nearly identical to the control specimens (no build interruption), as seen in Fig. 10.
The ultimate strength (UTS,) yield strength (YS), and elongation indicated no differences. The coupons exhibited close to 100% density and acceptable tensile properties results. LCF testing was also completed and indicated no difference in fatigue
life between the different types of restarts and control specimens. This emulated sample data confirmed that parts showing the witness lines after a proper restart procedure do not inherently possess weakened material properties. There may have been other contributing factors, operational and/or process sensitive, that contributed to the increased level of porosity on the witness line: the layer of the chambers remelted after the restart procedure.

The emulated tensile and fatigue samples along with the chamber tensile samples were subjected to post-mortem fractography (Fig. 11). The emulated samples with witness lines along with the control were consistent with expected fracture surfaces with a ductile failure: the typical cup and cone. The microtensile sample used as a control, from an area with no witness lines, also indicated deformation and necking before rupture. The fracture surfaces from the witness line of the C1 chamber micro-tensile samples revealed highly granular but less deformed fracture surfaces, a large quantity of unmelted powder particles, irregular-shaped porosity, and visible scan/melt pattern.
This suggested that the porosity observed was from a lack of fusion and not enough energy present to fully melt the powder and layers. This observation left the team a bit perturbed since all build records indicated proper operation of the machine. The PBF-LB parameters and hardware used had built dozens of combustion chambers previously, with the same GRCop-42 alloy, that were near 100% density and successfully tested.
Failure evaluation findings
The findings from this evaluation indicated several contributing factors leading to the failed chamber. Large pores were heavily concentrated at the build interruption witness lines. These did not completely close during the HIP process due to their size, which reduced the load-bearing
Metal Additive Manufacturing | Spring 2023 132 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
“This emulated sample data confirmed that parts showing the witness lines after a proper restart procedure do not inherently possess weakened material properties. There may have been other contributing factors, operational and/or process sensitive, that contributed to the increased level of porosity...”
400 Emulated Test Samples Elongation UTS 350 35 300 30 250 25 200 20 150 15 100 10 50 Simulated Power Failure Simulated Powder Over - flow Typical Sample (No Stoppages) Chamber Micro-tensile (Control) Chamber Micro-tensile (Witness Line) 5 0 0 Ultimate Tensile Strength, UTS (MPa) Elongation (%) NASA: Failure Analysis
Fig. 10 Tensile results comparing emulated witness line samples and excised samples from chamber (Courtesy NASA)
area around the witness lines. This reduction in load-bearing area, along with thermal and structural fatigue of these surfaces, resulted in an overload during hot-fire testing. The porosity in the chambers was found to be much higher overall than typical PBF-LB builds with GRCop-42. It was also observed that the porosity increased with the height of the build.

The developmental path any AM user takes to prepare for part production will vary depending on the requirements and end goal of the project. It might be an early development part used to iterate design prototypes or a critical component used for crewed spaceflight. Whatever the path may be, the key lesson one can learn from our chamber’s ‘premature disassembly’ is that the AM user needs to have a thorough understanding of the entire AM process [9]. Small changes in parameters, feedstock, or other processing can impact the integrity of the part. This, of course, is known and observed in all manufacturing operations, not just AM.
NASA is investigating various AM processes as they rapidly advance,
and is currently using them to produce components used in development and in critical spaceflight applications. NASA also works with commercial industry partners to insert AM design and hardware into spacecraft and launch vehicle systems. Therefore, NASA advocates that the qualification and certification of the materials and processes used to produce AM components are critical to their safe use.
To support the certification of AM processes and materials, NASA has developed a technical standard titled NASA-STD-6030 ‘Additive Manufacturing Requirements for Spaceflight Systems’, which establishes the policy framework for the development and production of AM hardware [10]. The backbone philosophy of NASA-STD-6030 is the understanding that AM materials are highly process sensitive, so a sound foundational process control logic provides the basis for reliable part design and production.
Such process development and definition activities prior to embarking on ‘flightworthy’ level production are necessary to ensure sufficient quality.
While the LLAMA chambers were not subject to the requirements of NASASTD-6030 for this experimental test series campaign, the chamber test failure is illustrative of the rationale behind several of the requirements established in NASA-STD-6030. This failed chamber provides an excellent case study for robust process development and in-depth material performance evaluation.
Due to the nature of current AM machines or a particular part geometry, build restarts may be unavoidable. NASA-STD-6030 introduces several requirements relative to process restarts, as build interruptions may be associated with a higher risk of detrimental material flaws relative to the nominal, steady-state operation of the AM process. Therefore, it is crucial that a suitable build restart procedure be developed and documented for each alloy if build restarts are to be allowable for a component build.
The restart procedures should include – but are not limited to –recording the reason for the stop, maximum allowable stop time, build platform cooling limits, location of
Metal Additive Manufacturing | Spring 2023 133 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fractured micro-tensile sample from suspect witness line Control sample from C1 chamber ( NO witness line)
Fig. 11 Tensile results comparing emulated witness line samples and excised samples from chamber (Courtesy NASA)
250 µm
NASA: Failure Analysis
250 µm
the stop, and the condition of the last part layer. A proper restart study includes mechanical test data and microstructural characterisation, destructive article evaluations, visual and volumetric inspections, and in-situ monitoring system data (if available). This provides a team with the necessary information to ensure transferability of the restart procedure to a desired component geometry. A list of criteria and qualified procedures should be agreed upon before the build is initiated.
If unplanned build interruptions happened within a flight-hardware production setting, those interruption events are required to be documented and dispositioned as a nonconformance in the build production. Regarding the LLAMA chambers, though these parts were manufactured in a non-flight hardware production setting, had pre-test examinations of the witness lines or some in-situ Non-Destructive Evaluation (NDE) of the chambers between
restarts been performed, then the significant lack-of-fusion flaws could have been discovered at the middle witness lines on the observed chambers. This may have been grounds for a ‘non-conformance build’ disposition.
However, the observations of the top and bottom witness lines, which exhibited only minor geometric offsets and no surface-connected porosity, may have supported a ‘useas-is’ disposition (had the middle witness line not been present). This illustrates the careful and rigorous practice needed to manufacture highvalue/mission-critical components, especially if one wants to preclude undetected failure modes, such as those identified in the LLAMA chambers, to prevent potentially catastrophic consequences.
Conclusion
Rocket engines are unforgiving. The LLAMA project proved this, despite

the team initially testing a chamber fifty-one times to meet project goals. All the hard work in design, analysis, fabrication, assembly and process planning culminates at the test stand, where the goal is to push components to the edge of their operational limits. Successes are rewarding, even when hot-fire tests last only for a few seconds. Failures are humbling and, though they can happen in milliseconds, they offer learned experiences for decades to come.
The Apollo engineers of the 1960s experienced many failures, but they persevered, even without cool AM machines at their disposal. We can embrace their positive thinking, adaptability, teamwork, and the mindset which saw them turn their failures into opportunities to learn and improve so that future failures can be prevented.
The first step is admitting to these failures. Our goal in admitting this failure is to start a conversation.
Metal Additive Manufacturing | Spring 2023 134 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
NASA: Failure Analysis
Fig. 12 Successful hot-fire test of an AM thrust chamber including PBF-LB Alloy 718 injector, PBF-LB GRCop-42 chamber, and DED-LB/powder NASA HR-1 regeneratively-cooled nozzle under LLAMA (Courtesy NASA)
We believe that lessons are learned the hard way and carried forward into all future designs, bringing us a step closer to success. NASA has a unique role to play in AM’s development and infusion into flight systems, and educating the industry about the process to get there. We believe that getting there will eventually lead us to establish a permanent human presence on the Moon and begin our human exploration of Mars. AM must, therefore, be applied in a methodical and safe manner.
Authors Alison Park, Paul Gradl National Aeronautics and Space Administration (NASA)
Acknowledgements
The authors would like to thank Ben Williams for leading the evaluation team and team members including Will Tilson, Colton Katsarelis, Gabe Demeneghi, David Ellis, TS115 crew, David Myers, Scott Ragasa, MSFC NDE Team, and various industry partners and test labs.
References
[1] S.C. Fisher, S.. Rahman, Remembering the Giants: Apollo Rocket Propulsion Development., 2009. https://ntrs.nasa.gov/ citations/20100027314
[2] P.R. Gradl, J. Fikes, Long Life Additive Manufacturing Assembly (LLAMA), NASA. (2020). https://www. nasa.gov/directorates/spacetech/ game_changing_development/ projects/LLAMA
[3] D.K. Huzel, D.H. Huang, Modern Engineering for Design of LiquidPropellant Rocket Engines, American Institute of Aeronautics and Astronautics, Reston, VA, 1992. https://doi. org/10.2514/4.866197
[4] P. Gradl, D. Tinker, A. Park, O. Mireles, M. Garcia, R. Wilkerson, C. Mckinney, Robust Metal Additive
Manufacturing Process Selection and Development for Aerospace Components, J. Mater. Eng. Performance, Springer. (2021). https://doi. org/10.1007/s11665-022-06850-0
[5] R.P. Minneci, E.A. Lass, J.R. Bunn, H. Choo, C.J. Rawn, Copper-based alloys for structural high-heat-flux applications: a review of development, properties, and performance of Cu-rich Cu–Cr–Nb alloys, Int. Mater. Rev. (2020). https://doi.org/10.1080/ 09506608.2020.1821485
[6] P.R. Gradl, S. Elam Greene, C.S. Protz, D.L. Ellis, B.A. Lerch, S.E. Greene, C.S. Protz, D.L. Ellis, B.A. Lerch, I.E. Locci, Development and Hot-fire Testing of Additively Manufactured Copper Combustion Chambers for Liquid Rocket Engine Applications, 53rd AIAA/SAE/ASEE Jt. Propuls. Conf. (2017) 1–27. https:// doi.org/10.2514/6.2017-4670
[7] P.R. Gradl, C. Protz, K. Cooper, C. Garcia, D. Ellis, L. Evans, GRCop-42 development and hot-fire testing using additive manufacturing powder bed fusion for channel-cooled combustion chambers, in: AIAA Propuls. Energy Forum Expo. 2019, American Institute of Aeronautics and Astronautics Inc, AIAA, 2019. https:// doi.org/10.2514/6.2019-4228
[8] B. Williams, P. Gradl, W. Tilson, C. Katsarelis, G. Demeneghi, D.C. Ellis, L-PBF GRCop-42 Chamber Witness Line Process Evaluation, in: JANNAF Jt. Propuls. Conf., JANNAF, Huntsville, AL, 2022.
[9] Paul R. Gradl, Omar R. Mireles, Christopher S. Protz, Chance P. Garcia, Metal Additive Manufacturing for Propulsion Applications, 1st ed., American Institute of Aeronautics and Astronautics, Inc., Reston, VA, 2022. https://doi.org/10.2514/4.106279
[10] National Aeronautics and Space Administration, NASA-STD-6030, Additive Manufacturing Requirements for Spaceflight Systems, 2021.
Metal Additive Manufacturing | Spring 2023 135 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF NASA: Failure Analysis
“Rocket engines are unforgiving. The LLAMA project proved this, despite the team initially testing a chamber fifty-one times to meet project goals. All the hard work in design, analysis, fabrication, assembly and process planning culminates at the test stand, where the goal is to push components to the edge of their operational limits.”


Metal Additive Manufacturing | Spring 2023 136 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Our patented cold-spray technology delivers strong, durable parts when and where you need them. See our LightSPEE3D printing on-site at Booth #3112 Make Metal On Demand Visit WWW. SPEE3D.com to sign up for updates and learn more about our technology.
What is 'good' metal AM? Exploring the industry's value metrics for production
The Additive Manufacturing industry is in a state of continual evolution. As one group of processes moves towards widespread adoption, others are being introduced and refined. In such a dynamic environment, how do we define AM, and what does 'good' AM look like? This article considers the status quo of conventional manufacturing before comparing key AM processes. Steven Camilleri, Andrew Duguid, Sam Katz and Chris Massar (SPEE3D), Martin McMahon (MAM Solutions), Victor Champagne (US Army Research Laboratory), Ozan Özdemir (Northeastern University), Anthony Naccarelli and Timothy Eden (Penn State), Krishnan Kannoorpatti (Charles Darwin University) and Bruce McLean (University of Sydney) unravel AM's value metrics.
The term Additive Manufacturing has come to have different meanings in different regions and to different organisations. To an outsider, a linguistic guess about the meaning of Additive Manufacturing suggests that it refers to the action of making something by adding material, presumably contrasting against the process of making something by subtracting material. Formal definitions vary, but generally include concepts such as ‘generate a part from a digital file’ and ‘build a part layer-wise under computer control’, neither of which directly relate to the plain-language meaning. Coupled with the rapid development of new technologies with the label, this has led to apprehension and confusion.
This article will generalise the characteristics of a good non-AM process, identify compatible product features, and contrast these with the wider needs of emerging AM. This model is then used to legitimise and assign merit to technologies that are under the scope of metal AM, and also validate emerging technolo -
gies such as Cold Spray as suitable contenders for the label. Ultimately, a new list of critical criteria will be proposed that will assist industrial organisations in identifying which metal AM process, or processes, might be most appropriate for their manufacturing needs.

A return to first principles
Additive Manufacturing is a constantly evolving field, with new processes that might fit the definition developing exponentially. This extolled expansion, however, has led to confusion as the AM label
Metal Additive Manufacturing | Spring 2023 137 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF AM's value metrics for production
Fig. 1 Whilst AM is on the road to widespread adoption, there remains a need for prospective users to better match the right process with the right application (Courtesy SPEE3D)
grows conglomerative and somewhat nebulous and, with that confusion, comes pockets of stalled adoption; the disproportionate development of materials, software and hardware; and the despair that arises from hasty adoption of specific AM processes for poorly matched applications.
In short, the very growth of AM may be responsible for slowing its adoption, even when the process may reduce industrial costs or lead times, or improve the sustainability of manufacturing.
In an effort to turn the tide, this paper returns the conversation to first principles. It is important to better understand why AM is fundamentally worthwhile and, ideally, to establish some metrics so that a prospective user of AM can recognise the best options among a field of candidate technologies.
This article is focused on the current state of play for the types of AM that build parts in metal, known as metal AM. This field of AM is multidisciplinary, drawing on a wide range of technologies and techniques. This includes everything from Laser Beam Powder Bed Fusion (PBF-LB) to Binder Jetting (BJT), Directed Energy Deposition (DED) and beyond. Each of these processes has its own unique characteristics, capabilities, and limitations, which contribute to the obfuscation of the definition of AM as a whole.
The name Additive Manufacturing on its own is somewhat misleading – implying that any process that proposes to ‘manufacture’ by ‘adding’ might fit the description. By this measure, potters in 16,000 BCE China were successfully employing AM. While perhaps technically correct, this is not consistent with how the term is used; clearly, the term isn’t self-explanatory. For those already in the AM field, with experience and context, these issues are small, and the label serves well enough between experts. Digital manufacturing is key to modern AM.
However, for those contemplating entering the field, particularly from industry, the lack of clarity is vexing and off-putting. Technology develop -
ment activity should include clear communication about its appropriate use and scope, but often does not. Inevitably the progression from technology development to industrial standardisation will address this issue; however, the authors intend that the information in this paper should accelerate the schedule as responsibly as possible.
To legitimise AM processes, the general characteristics of a good non-AM – or traditional – manufacturing process must be defined and contrasted to the wider needs of emerging AM. By drawing from desirable functional characteristics or outcomes rather than describing the attributes of a particular technology, it is hoped that AM can grow within a model that translates its appeal to broader industry.
Unravelling mass production and global supply chains
Before we define the features of ‘good' AM, it is important to clarify the important features of traditional methods for generating and supplying products.
Manufacturing is the process of converting simple feedstocks into higher complexity items of increased value and utility, whilst process effectiveness is largely measured in terms of economic cost. Value comes from good product design and good quality, so these should be reasonably maximised. Utility is a foundational requirement that defines the whole process as ‘worth doing’.
Cost is determined by the process inputs such as labour, energy, materials, capital amortisation and product development, so these must be considered and minimised. A rational instigator should decide on selecting a combination of manufacturing processes according to the quality and cost capabilities that those processes offer to the product. By this logic, ‘good’ manufacturing should deliver maximum product value at the minimum manufactured cost, using manufacturing tweaks to the processes to improve this ratio. It is reasonable that an appropriate general measure of the ‘goodness’ of a traditional mass manufacturing process is the value-to-cost trade-off of the chosen manufacturing process for a particular product.
It is worth noting that cost and price are two largely independent measures – cost reflects manufacturing efficiency, but price is a customer-centric measure that should ideally reflect product value. Clearly, any organisation that cannot achieve a price above their cost will lose money, so any manufacturing planning must have information about expected value, expected price and expected cost. The skills needed to estimate these in advance of significant tooling and setup expenditures are highly valued as a result.
Manufacturing is typically done in a multi-step arrangement. For example, if a highly reflective metal product is required, then it might first be cast (to generate the geometry) and then polished (to generate the highly reflective surface). Processes which are used to enhance
Metal Additive Manufacturing | Spring 2023 138 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
AM's value metrics for production
"The name Additive Manufacturing on its own is somewhat misleading – implying that any process that proposes to ‘manufacture’ by ‘adding’ might fit the description. By this measure, potters in 16,000 BCE China were successfully employing AM.”
the properties of a part are typically referred to as finishing processes. The concept of the production line revolutionised manufacturing performance by recognising that there were always separate steps in a good manufacturing process, and so integrated all finishing processes end to end.
Manufacturing processes are carefully selected in accordance with the requirements of the product and the economic goals of the producer. Each process inevitably forms part of the product, dictating availability, flexibility, materials choices, as well as any limiting form and complexity. There are a range of input costs to any manufacturing process that will usually include some of those identifield in Fig. 2.
Manufacturing strategies developed in the first half of the 20 th century focused on economies of scale (which favours standardisation), expensive and highly optimised tooling (which must be amortised across a high volume of production) and high production rates

Input costs into manufacturing processes
(which reduces labour and overhead amortisation) to minimise cost. Done well, these low-cost mass production philosophies led to the low cost and widespread adoption of extremely complex and high-quality products like cars and computers that might otherwise never have been economically feasible for widespread use.
The development of a robust global supply chain post WW2 has ensured that products can move cheaply and relatively quickly around the world. Particularly, intermodal shipping containers that are transported over sea, road or rail without unpacking, have disrupted logistic costs the
world over. This has further concentrated mass production by improving the net cost to volume trade-off, leading to fewer, larger factories that supply to all distant markets. The advantages of mass production and global supply chain are mutually compatible and so the processes have become entwined. This has persisted despite ongoing evidence of supply chain weakness around the world as the effects of the COVID pandemic continue to be felt.
For the purposes of this paper, we shall henceforth refer to mass production and global supply chain as 'MGS'.
Metal Additive Manufacturing | Spring 2023 139 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Labour Production, quality, management
Energy (electricity, gas)
Fig. 2 Input costs into manufacturing processes are a key consideration when evaluating technologies – from labour costs, to setup, to energy costs
Production support Inventory, maintenance, utilities Material feedstocks Raw materials, parts, outsourced assemblies Overhead amortisation Sales, marketing, admin Research, design and engineering amortisation Setup, tooling and other capital amortisation
AM's value metrics for production
"The advantages of mass production and global supply chain are mutually compatible and so the processes have become entwined. This has persisted despite ongoing evidence of supply chain weakness around the world..."
What makes products wellsuited for MGS?
A product is ideally suited for MGS if it meets the following suitability criteria:
1. More valuable when standardised
The product is improved by standardisation and penalised by customisation. Hence, the product is more valuable when every produced example is identical. Examples include aspirin, roller bearings, mechanical fasteners (bolts), petroleum, coins and batteries. Poor examples include patient-specific medical implants, tailored clothing, personalised sports equipment, or editioned artworks.
2. Complex, but economic in volume
The product is complex to manufacture, but the cost penalty of this complexity can be strongly ameliorated by volume production efficiencies. A simple way to think about this might be to consider how many kinds of manufacturing steps are required to generate the product. More steps required to generate value means better fit with mass production principles. Examples include mobile phones, automobiles, aircraft, whitegoods and all Wi-Fi enabled products.
3. Shelf life in months or longer
The product can maintain quality over long shipping distances and periods of warehousing before reaching the point of sale. Good examples include all the above, ideally maintaining close to 100% value over months and years.
4. Economically shippable
The product can be moved great distances at a cost lower than that of production cost. This suitability criteria rewards small size and weight for the value delivered. The best examples of this might be highperformance CPUs and high-density memory devices. Poor examples of this include mattresses and heavy, low-value construction materials such as bricks. These are normally locally produced for this reason.
5. Predictable consumption
The product has a consumption rate that can be matched to the ideally high manufacturing rate. Mass producers can face business risks with both overproduction and underproduction. Targeting the ideal rate of production is a valuable skill. Any product with unpredictable demand will perform poorly by this metric, including products like spare parts, discretionary luxury goods, custom sporting goods and apparel, large power transformers, and disruptive new technologies such as electric vehicles.
6. Good lifecycle compared to time-to-market
Lifecycle is the amount of time a product design is considered desirable. Time-to-market is defined as the first production lead time for the product, including time for ideation, production tooling implementation, product testing, manufacturing, and delivery. If the need for the product has passed in this time, then the product is a poor fit for MGS. Roller bearings and bolts do not go out of fashion and score well by this metric. Any product that includes styling as a core part of its value can score poorly – this might include fashion, furniture, electronics, or collectibles. These industries are known for the waste generated, as the ideals of volume manufacturing conflict with shifting market tastes.
7. Be roughly human sized
The scale of the product roughly matches human scale. As parts scale up in size linearly across three dimensions, their volume and mass increases cubed. This implies that a human might easily handle parts much smaller than them, but will encounter limits quickly as parts become larger, even with mechanical assistance. Production tools are usually much larger than the parts they produce, leading very quickly to the need to break large parts down into smaller, more manageable parts so that their tools can be of reasonable size. Heavy vehicles, such as harvesters and train cars are perhaps
the largest products commonly made without breaking the construction down into block modules. Ships and aircraft, on the other hand, are built in this modular fashion. These truly large-scale products are also produced in low volumes, which denies the economics of using expensive, efficient amortised tooling. Any product that does not pack neatly into a shipping container is also penalised in terms of shipping efficiency, with the exception of special products such as automobiles that utilise custombuilt transport ships. Based on these, the appropriate scale range for good MGS fit might be 10,000 X lighter than a human (i.e. a CPU), or up to 30 X heavier than a human (an automobile).
In summary, MGS is well-matched to certain kinds of product that can be tested with an indicative analysis. To perform this test, a Pugh matrix analysis of the aforementioned examples with a score of 0, 1 or 2 (0-no fit, 1-poor fit, 2-good fit) assigned to each can be constructed (Table 1). The matrix scores indicate that items such as pharmaceuticals and bulk-produced precision machined parts such as bearings and fasteners are ideally suited to MGS, with good consistency of score across most of the ‘well-suited’ items.
Interestingly, aircraft and automobiles both score only 10/14 on the suitability index. This suggests either a weakness in the scoring method, or – more interestingly – that they may benefit from alternative means of production to MGS. Both have similar lower scoring features, namely consumption unpredictability, long production setup times and large size. New manufacturing and logistic methods would benefit these industries if they were to allow production closer to the point of consumption, or reduce the turnaround time for production, or enable larger parts to be made.
The identified ‘less suitable’ products have scores in the 50% range. Clearly, if methods existed
Metal Additive Manufacturing | Spring 2023 140 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
AM's value metrics for production
that ameliorated the highlighted shortcomings of mass-produced fast fashion – namely allowing customisation in size, for example, or allowing for more rapid production following design – then these would represent a revolution in that industry, and a corresponding decrease in over-production and waste.
Summarising the above further, what is MGS optimised to do? The suitability measures can be reduced to a shortlist. MGS will excel at the economic production and delivery of a product where the product is:
• Highly complex, for example requiring many production steps or materials;
• Required in a standardised form in high volume for long periods of time; or
• Consumed at particular times in a predictable volume.
If the proposed product fails to comply with any of these requirements then it is arguably unsuitable for MGS, and potentially suitable for other processes of supply. Marginal compliance implies marginal suitability.
It is proposed that the value of AM lies not in striving to generate value doing what mass production can already do, but in striving to achieve value doing what mass production is at risk of doing poorly, or cannot do. This insight is compatible with how disruptive innovation generally works, not displacing what already exists but creating a new market to one side. Clearly, if mass production does something well and is not easily improved
upon, there is an opportunity deficit for any new technique. This isn’t to say that AM should and will be used for mass production where the technology fits.
By this logic, aspirin, roller bearings, fasteners or memory chips likely require no urgent AM solution, and are likely to never require one. It is those circumstances where the product value is clear, but the compatibility with MGS is poor, that AM might thrive.
Metal Additive Manufacturing | Spring 2023 141 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Table 1 The suitability of products for mass production and global supply chain if it meets the above criteria, as demonstrated for a range of commonly manufactured products with this Pugh matrix
Well suited Less suited Aspirin Roller Bearings Fasteners Coins CPUs Aircraft Automobiles Ship Beef Fast Fashion Medical Implant Bricks Mattresses More valuable when standardised 2 2 2 2 2 2 1 1 0 1 0 2 1 Complex, economic in volume 2 2 2 2 2 2 2 0 1 1 0 0 1 Shelf life in months or greater 2 2 2 2 2 2 2 1 0 0 0 2 1 Economically shippable 2 2 2 2 2 2 1 2 1 2 2 0 0 Predictable consumption 2 2 2 1 1 1 1 0 1 0 1 1 1 Good lifecycle/time-to-market 2 2 2 2 0 1 2 0 1 0 0 1 1 Be roughly human scale 2 2 2 2 2 0 1 0 2 2 2 1 2 Total 14 14 14 13 11 10 10 4 6 6 5 7 7 AM's value metrics for production
“It is proposed that the value of AM lies not in striving to generate value doing what mass production can already do, but in striving to achieve value doing what mass production is at risk of doing poorly, or cannot do. This insight is compatible with how disruptive innovation generally works, not displacing what already exists but creating a new market to one side.”
Defining good Additive Manufacturing
As tooling becomes specifically focused, optimised, and cost effective (per mass production), it is logically also mono use, i.e., less generalised and flexible. In contrast, AM definitions have consensus that being flexible and digitally controlled are a core value of the term. Since AM technology is intrinsically described as a type of ‘manufacturing without tooling’, it follows logically that it is a type of process that is perhaps never intended to deliver the same outcome as that prized by MGS: the ideal of a minimum amortised production cost at high volume.
AM allows the connection between production and delivery to be handled very differently, since it is generally smaller in scale and favours distributed rather than centralised production. Based on these insights, AM does not share the fundamental goals of MGS. However, before good AM can be comprehensively defined, these differences and the reasons for them should be discussed.
AM must still generate value in the same sense that MGS does. The products of AM must still have the same kinds of worth and end value, even though the manufacturing and logistic processes differ. The usefulness and price of the product still needs to outstrip the production cost. By this logic, value and cost metrics for AM need not be enumerated differently to MGS.
One area of clear difference between MGS and AM is the way production tooling works. In the case of MGS, production tooling is inflexible, expensive, efficient and long-lived. MGS mandates standardised high volume production to amortise the cost of tooling. When considering AM, it is, by comparison, much more flexible, usually much less expensive, usually less productive but can still be long-lived, and essentially without tooling requirements. This is a fundamentally different proposition. AM still must be cost amortised, but such amortisation can be conducted for the AM hardware alone, and over a much higher variety of produced items. The lower production efficiency can be balanced against the low or nil cost for re-tooling.
On-Demand Manufacturing

Clearly, AM favours a different kind of volume to ‘the higher the better’ favoured by MGS. In the case of AM, one system can usually produce a variety of designs and materials without requiring further capital expenditure or different tooling. For these reasons, AM does not penalise diversity of production in the same way that traditional manufacturing does. This suggests a new way to generate value. AM suits several kinds of product far better than MGS – namely, products that require low-volume production, sporadic or seasonal production, urgent production, rapid time-tomarket production or where product availability is critical.
If a manufacturer desires to maximise its market share, then it must ensure that a good product is offered to each part of the available market. It is unlikely that a single product will fit the entire market optimally. Therefore, the market must be broken into segments, with a tailored product offered to each segment. Reductio ad absurdum suggests that the ideal market segmentation would be a tailored product for each consumer.
Metal Additive Manufacturing | Spring 2023 142 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Just-in-Time (JIT) production Single Piece Flow (SPF) Lean Manufacturing AM's value metrics for production
Fig. 3 On-demand manufacturing is suitable for Just-in-Time production, single-piece flow production, and lean manufacturing environment s
Somewhere on this spectrum a traditional manufacturer would need to determine the number of discrete product lines that offers the best trade-off between product/market fit and the tooling that must be bought for each. AM offers a disruptive difference, since for the same tooling effort a much wider variety of products can be economically offered. The degree of control offered by AM allows a better, faster, continuous alignment between producer and consumer.
What, then, is the ideal production volume that AM might seek to deliver?
There are three modern manufacturing philosophies that apply here. One is Just-in-Time (JIT) production, which aims to minimise inventory cost by manufacturing items and providing them to customers immediately.
Another is Single Piece Flow (SPF) which counsels against batch production, preferring tooling that generates one part at a time and minimising sub-assembly queuing between manufacturing processes (Fig. 3).
These are consistent with the third philosophy that is Lean Manufacturing, which strives to minimise waste. In combining these three philosophies, the ideal manufacturing process might produce only one individual part, just when it is needed, and with minimal use of materials. Let us define this confluence as On-Demand Manufacturing (ODM).
Espresso-based coffee houses offer a good example of ODM, where the preferred product is produced in a customised form, one at a time, on-demand, with minimum delivery delay spoilage and waiting time. If automobiles could be produced with the same combination of customisation and order to delivery waiting time as an extra-large dark caramel sauce vanilla blend cappuccino without a cost penalty, then the automobile market would be very different. The modern consumer demands access to customised products that reflect their own brand and style, suggesting that the implied value offered by ODM will only increase with time.
By these arguments, the idea that AM might completely replace mass production is fallacious. MGS
provides standardised complexity at a low price, but only at high volumes of production. The most desirable production rate is that which matches consumption perfectly, not always high volume. AM has a different supply paradigm, instead suiting ODM style production. To cover all needs, both MGS and ODM should be employed.
This suggests several optima that might define good AM. The ODM paradigm implies that AM should be optimised to minimise cost for single-piece production (vs volume production for MGS). Similarly, the delay time between defining the production problem, ‘the ask’, and delivering the AM production solution should be minimised (vs long lead times for MGS). This time would include items like solution development, setup, production, validation and testing. Good AM should maximise speed through all these stages. When single-piece production is done at an optimised cost and ask-to-solution completion speed is maximised, the utility of ODM is maximised. Most ideally, AM production is also portable and capable of operation precisely at the point of need – this minimises the logistic delay between production and deployment of the solution.
Consider the case where two hypothetical future technologies that meet a spare part demand are being compared. One is a warehouse that contains all the prospective parts that might be required, and a robotic retrieval system that can cycle through shelves and boxes to
deploy parts on demand via global drone delivery. The other is a local robotic manufacturing and testing factory that stores all of the part data digitally and can additively manufacture, test and deliver the parts on demand. Where the warehouse retrieval time and the factory generation time are similar, the factory does the same job with far less waste in facility overhead, land and energy use and thus should always be the preferred option. This is true even if the spare parts in the warehouse were originally provided at zero cost by an infinitely efficient mass production system.
To accommodate product variety and design freedom, good AM capital should demonstrate the broadest possible capability for characteristics such as manufactured part size, weight, shape, composition, processable material types, material properties, resolution, accuracy, etc. Now considering AM as a type of tooling, broadness or flexibility of capability should be traded against the cost of the process. AM technologies should score higher on the ‘goodness score’ as they become more capable.
Identifying the range of the measure is easy in the first instance – reproducing the example set of manufactured solutions that humanity has generated over the last hundred years of industrial development should suffice; their need has been proven. Superseded technologies – or cases where there is no longer verifiable need – should not be included. Logically it follows that
Metal Additive Manufacturing | Spring 2023 143 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
AM's value metrics for production
“AM offers a disruptive difference, since for the same tooling effort a much wider variety of products can be economically offered. The degree of control offered by AM allows a better, faster, continuous alignment between producer and consumer.”
a good AM process should emulate and improve upon the characteristics offered by MGS products.
Flexibility oriented thinking about tooling suggests several good AM metrics, centred around providing a variety of manufacturing capabilities with a minimum change cost. The combination of design, engineering and setup labour that goes into producing a new design is typically referred to as Non-Recurrent Engineering (NRE) cost. Good AM should seek to minimise this, not by eliminating the skill (and the inherent value that goes along with it) but by providing the human effort with the best possible leverage in terms of AM process reliability, repeatability and predictability. These concepts already exist elsewhere in Industry 4.0 philosophy, specifically with techniques such as Digital Twin, the Internet of Things, and Big Data Analytics.
Another driver for interest in AM as an alternative to traditional manufacturing is accessibility. Prior to the last century, manufacturing was largely artisanal and distributed, participated in widely by a specialist group of individuals whose skills were prized. Artisanal production of widely consumed goods such as furniture or beer has irreversibly shifted to mass production as the dominant process, but niche markets still exist for artisan production of these goods where the higher cost of production is justified with by a higher value, either perceived or real. Where genuine niche advantages cannot or do not exist, product cost dominates, and mass production prevails.
As mentioned, mass production methods require high levels of investment in capital and infrastructure to deliver the low production cost. Mass production similarly requires good access to often global logistics/transport solutions and scaled market access channels. These imply a high level of entry resources that suggests only large organisations can reasonably engage in it. Mass production is an activity that is only accessible to very few.
The value of having a wide section of society skilled in design and manufacturing techniques has eroded as a result, an effect widely discussed under the guise of ‘a need to improve sovereign capability.’
AM breaks this paradigm as well. By providing leverage with automated tools that can do the bulk of custom, low volume manufacturing at a low cost, the design and bespoke nature once prized in artisanal manufacturing becomes important once again. AM makes viable manufacturing accessible to the artisan, problem solver or product designer in a way that mass production never can. This characteristic has been referred to as ‘democratisation of production’. AM may be the best possible cure to a lack of sovereign capability, enabling the development of skills in those regions that otherwise lack the fit for high scale MGS.
There are some characteristics of a good AM technology that improve accessibility beyond the capital and process cost. These might include training time, access to consumables, AM equipment repair feasibility, AM equipment durability and lifetime, etc. As a metric, accessibility should score higher as an AM process can be feasibly engaged with by a wider audience and can be used more intuitively with less specialist training. A more useful AM process relies more on the artisan to create the best solution and introduces as little as possible complexity in the interface. This can be thought of as ‘design freedom’.
At the same time, AM manufacturing still requires the same kinds of finishing as products made by MGS. Whether by machining (for precision), heat treating (for strength) or painting (for appearance), additively manufactured components will still require multiple steps in their production. At present it is common to fail to think about the sum total of processes required for AM. When considering the advantages of assigning a product to AM manufacturing against MGS, the time, cost and complexity of these finishing processes should always be included.
It is also important to look at AM suitability metrics, as per the MGS analysis earlier. Logically, if AM strives to address those manufacturing problems that are not well addressed by MGS, then the suitability criteria should be the inverse of those described earlier. By that definition these are:
1. Value from customisation
Rather than deriving value from being standardised, AM products should derive value from being customised, while still maintaining high quality.
2. Complexity at low cost and in low volumes
Rather than being complex but economically producible in high volume, products should be complex but economically additively manufacturable in low or single-piece volume.
3. Production at point of need
Rather than the product being shippable globally at low cost, the AM might be economically located at the point of need.
4. Production on demand
Rather than requiring the market to be predictable to anticipate long manufacturing turn-around times, the market should value production on demand with short turn-around times.
5. Amortisation across low volumes
Production cost measures, in the case of MGS amortised across high volumes, must instead be amortised across low AM volumes. This implies that product selection should engage faster and cheaper forms of engineering and set-up processes, such as those with more automation. That being said, with a sufficiently complex material or design, AM may provide an improved yield over more MGS processes such as casting.
In summary, it is clear that AM is a different process to MGS, with its own very distinct and important advantages, which should be applied to different kinds of problems. Having
Metal Additive Manufacturing | Spring 2023 144 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
AM's value metrics for production
defined those problems, it follows that good AM should be those forms of AM that solve the problems the best. If industry is looking to engage with AM, what measures should be used to determine the suitability of a particular process to their needs of the day? These measures should be set out to make ‘gaming’ the numbers difficult, linking back where possible to measurable physical outcomes. A common mistake made when entering AM for the first time is to fail to consider the different manner in which AM machines amortise.
Several of these are immediately evident based on the above list of AM suitability. The requirement that products be complex suggests that shape, size, fidelity and material preferences are significant. The requirement that they be produced on demand, possibly in large size, suggests that build speed is important. The fundamental economic drive (value higher than cost) is more important for AM at low production volumes than high. Material and process costs should be considered on this basis. Other associated costs such as cost of entry and costs of setup and maintenance should be carefully accounted for.
Ideally, at some future point, AM machine manufacturers could datasheet these parameters, one set allocated to each material that their technology can process. Proposed metrics are shown in Table 2.
It is possible that some of these measures lie in a trade-off space –the obvious example being build rate vs surface finish, wall thickness or mechanical properties. Where these trade-off spaces might prove important to the end user, the data might be provided in a graphical form for reference. A single data set, where all the different capabilities are indicated at one fixed point, should be included. The resultant documentation will look much like the kind of data sheet provided to electronics engineers for an electronic component and should provide the same assistive benefits to certainty of the outcome and rapid product development.
Proposed metrics for machine performance
Achievable mechanical performance
Achievable mechanical performance for the material, notably minimum yield strength, minimum UTS (both in MPa) and minimum elongation (in %). For best results, the ‘minimum’ should ideally be presented in a statistically valid manner. Emerging AM standards already address this requirement. Other material characteristics might be included as required (e.g., fracture toughness, thermal or electrical conductivity, creep resistance, density).
Achievable wall thickness or feature size
Achievable controlled minimum and maximum process wall thickness (in mm), rather than resolution or dimensional tolerance figures that could be gamed. Sometimes this might be called ‘feature size’.
Achievable part complexity
This is a measure worthy of its own in-depth study. For the moment, let us consider an AM process that can make crude blocks of material to have a low measure (say, '0'), a process that can generate stacked extruded shapes have a mid-measure (say, '1'), an AM process that can generate overhangs and controllable embedded channels to have a high measure (say, '2') and a process that can also generate tight corner radii and smooth surface finishes to have a very high measure (say, '3').
Part size
Build rate
In-process quality assurance
Minimum and maximum feasible part size (in mm) and part volume (in cm 3 or litres) or weight (in kg)
Part build rate in kg/hour. Ideally this would include all finishing steps, but typically only includes the ‘green’ or net-shape AM part process time.
In-process quality assurances such as (0) none, predictive simulation and process monitoring (1), or closed loop corrective control (2), covering both material and geometry.
Quality sensitivity
Inspection and quality control
Required finishing and post-processing
Cost of entry
Cost of operations
Material cost
Quality sensitivities such as if random process defects such as weld spatter are present (0), external factors such as feedstock variability or environmental conditions must be controlled by the operator (1) or fully managed by the process (2).
Usual inspection and quality control processes such as non-destructive testing such as visual inspection, computed tomography or dye penetration.
Usual finishing processes, for example machining, heat treatment, polishing, etc.
Indicative AM process cost of entry (equipment, training, facilities)
Indicative AM process operation cost in $/kg (including equipment amortisation, energy, maintenance, subscriptions etc., but not material)
AM process material cost in $/kg (including powders, wires, gases, build plates, consumables etc., factored for re-use where possible)
Metal Additive Manufacturing | Spring 2023 145 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
AM's value metrics for production
Table 2 Considerations taken into account when evaluating AM technologies
A comparison of AM process
In the development of both technological solutions and Additive Manufacturing applications, the generation of statistically valid, data-driven, sound approval methodologies is imperative. The methods shall result in adequate proof for validation by the Original Equipment Manufacturer (OEM), deploying stakeholder and/or associated governing bodies. Where applicable, this evidence shall have constituents from any applicable existing standards and regulatory requirements enforced by governing bodies, approval authorities, and stakeholders. The requirements for work health, safety, and environmental authorities shall also be incorporated.
If there are no applicable standards available, qualification, certification, and acceptance procedures of products are required. Qualification demonstrates that the application consistently complies with the certified and agreed outcomes and specified standards. Certification encompasses both the application verification and the validation and provides substantiation for acceptance of the proposed application.
Having identified which products might be suitable for AM processes, and which characteristics of AM should be provided so that process selection can be made, it only remains to evaluate some example AM processes. Practical considerations such as the metrics mentioned earlier will usually drive a prospective user in the direction of a particular AM process.
Candidate processes
Seven candidate AM processes were selected for comparison against the established metrics using ISO/ ASTM 52900: 2021(en) Additive manufacturing — General principles — Fundamentals and vocabulary as a guide. The two sinter-based AM processes selected were Binder
Jetting (BJT) and Material Extrusion (MEX), the latter the overall term for both metal-filled filament and pellet extrusion. Two Directed Energy Deposition (DED) processes, laser and wire-based DED (DED-LB/wire) and arc and wire-based DED (DED-Arc/ Wire), and two Powder Bed Fusion processes, Laser Beam Powder Bed Fusion (PBF-LB) and Electron Beam Powder Bed Fusion (PBF-EB) were also selected.
The final process in this comparison, Cold Spray Additive Manufacturing (CSAM), whilst not currently classified under ISO/ASTM 52900, is widely recognised as a contending metal AM process with multiple OEM vendors and usage examples. Given the nature of the process, it is proposed that CSAM be considered with the DED category of AM processes.
Binder Jetting
BJT is a powder bed-based technology in which a binder is selectively jetted onto layers of metal powder to create a solid part. The process starts with spreading a layer of metal powder on a build platform, similarly to Powder Bed Fusion processes, after which binder material is jetted from a print head onto specific areas of the powder to bind the particles together. This process is repeated layer by layer until the final part is created.
The part is then separated from the loose powder (very carefully as the parts are fragile and porous in this state), moved to a debinding station which chemically removes the majority of the binder, and then sintered to a high density, a process during which the part shrinks to its final size in a predictable manner.
Material Extrusion
MEX is the ISO term for the wellestablished and ubiquitous Fused Deposition Modelling (FDM) process. MEX extends this idea to include the concept of filling a polymer feedstock (in the form of pellets or filament) with non-polymer materials. MEX is a viable metal AM process where the feedstock incorporates Metal Injection Moulding (MIM)-grade fine metal powders. Parts are then built in the normal FDM fashion, incorporating up to 80% metal by weight. Completed builds are then handled much like BJT parts, run through a debinding and sintering process to create the final metal component.
Directed Energy Deposition
DED processes are characterised by a lack of a powder bed, relying instead on a material-deploying head that can be directed towards a part to add material at that location. This allows large parts to be built. As mentioned earlier, the mass and volume of a part increases cubically with the linear
Metal Additive Manufacturing | Spring 2023 146 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
AM's value metrics for production
“ Having identified which products might be suitable for AM manufacturing processes, and which characteristics of AM should be provided so that process selection can be made, it only remains to evaluate some example AM processes. Practical considerations such as the metrics mentioned earlier will usually drive a prospective AM user in the direction of a particular AM process.”
dimensions – suggesting that build rates are far more important than with smaller powder bed processes. Consequently, DED systems energy inputs are typically tens of kilowatts of power vs the hundreds of watts of power typical with powder bed systems.
The first DED process considered is DED-LB/wire. The deposition head includes a welding wire feeder and a high power laser. As the head moves, a weld pool established on the surface of the part by the laser energy also moves, while the head continuously feeds the welding wire into the pool to add mass to the part. The process allows large-scale parts to be built from high quality material, but limitations of the laser as an energy source prevent high build rates. Other variants of this process might use blown powder instead of a weld wire.
The second process selected for analysis is DED-Arc/wire. This uses an arc welder apparatus as the deposition head. A wire feeder provides a continuous wire feed and a low voltage, high current power supply that melts the wire on contact, depositing material onto a build platform to form each layer by successive welding. The build platform is gradually raised as each layer is added, until the final part is complete. The process is very coarse, and parts must be heat treated and extensively machined.
DED-Arc/wire is typically used to produce large metal components. The process is known for its high build speed and the ability to produce parts with high mechanical strength and durability. However, like other AM processes, DED-Arc/wire also has some limitations, including the need for specialised equipment and expertise, a limited selection of materials, and the risk of part deformation due to the high heat involved in the welding process.
Laser and Electron PBF
That brings us to the PBF processes. Perhaps the most well-established AM process selected is PBF-LB. This process uses a laser to melt and fuse particles of metal powder together to
create a part. The laser is directed at a bed of metal powder along a scan path generated for each crosssection layer of the part. As the build progresses, the bed is lowered and new layers of powder are added, with each cross section stacked and welded to the one below. The bed is held at temperature in an inert gas to prevent oxidation.
Once the part is complete, it is separated from the free powder, cut away from the build platform and is usually heat treated and machined. PBF-LB is commonly used for creating complex metal parts for aerospace, medical, and industrial applications due to its high precision and accuracy. This accuracy is traded against a very low process speed, which is a key contributor to the high part cost that this process in known for. PBF-LB is also known as selective laser melting, and a number of other bespoke OEM terms, but it is worth noting that PBF-LB is the only ISO-specified terminology.

PBF-EB, sometimes referred to as ‘Ebeam’ is another well-established metal AM process, successfully deployed commercially for many years. This process uses an electron beam instead of a laser beam to provide the thermal energy needed to melt the powder material. Rather than holding the bed at a modest temperature in an inert gas as
PBF-LB does, instead the powder bed is held at a high temperature and in a vacuum so that gas molecules do not scatter the electron beam. The electron beam generally imparts more energy at the point of impact than a laser beam would, welding through several layers of material. A part build is generally faster with PBF-EB than PBF-LB (on a per beam basis), with resolution and cost slightly lower.
Cold Spray AM
The final process under consideration is CSAM. CSAM is arguably a form of Directed Energy Deposition, wherein a powder material is given sufficient kinetic energy that it will densify and bond on contact with a substrate surface. The powder is accelerated with a de Laval nozzle, a key component in a rocket engine, which converts high gas heat and pressure to velocity. Powders are typically accelerated to several times the speed of sound in order to correctly build up on the substrate surface. To build the part's geometry, the nozzle is rapidly moved in a complex six degrees of freedom motion (the toolpath) with respect to the substrate in a way that allows complex part geometry to build up layer by layer. CSAM can be used with a wide range of metallic and other exotic materials. Once built, parts are usually heat treated and machined prior to use.
Metal Additive Manufacturing | Spring 2023 147 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
AM's value metrics for production
Fig. 4 A metal AM wheel produced by Cold Spray Additive Manufacturing (Courtesy SPEE3D)
316L as a common material to demonstrate process capability
To measure each process by the metrics identified, an evaluation of published data was conducted to establish what was known. A common material, 316 low carbon stainless steel was chosen to simplify comparison. It should be noted that this material is not the best choice for all processes. Process economics are the most difficult measure to determine – each per kilogram process cost was calculated from the amortised process entry cost, consumable cost and energy cost.
It should be further noted that variants exist for each process. The examples chosen represent what might be considered a ‘normal’ entry
point for a typical, hypothetical industrial entity seeking to engage in AM for the first time. Further, acknowledging that each process will require a degree of finishing, the table only includes cost and rate information for the ‘raw’ build portion of the process within the AM equipment itself. To add finishing information would be to lose the general nature of the table, as the results will become much more partspecific. A typical post-processing step in heat-treatment of hours to days at low economic cost, and a typical machining step of hours at a similar low economic cost should be considered in addition.
Table 3 shows the results for each AM process. When examining the various AM processes side by side, some conclusions can be drawn.
Select ‘the right horse for the course’
A prospective AM user must select ‘the right horse for the course’. Some AM processes are slow and expensive but can create detailed parts, others are better optimised for larger and cheaper parts. Candidate AM processes are clearly not interchangeable but must be selected in accordance with the business case and/or life cycle cost analysis.
All metal AM processes require some form of heat treatment
All metal AM processes listed use some form of heat treatment to improve the quality and performance of the parts made. There is discussion in the literature of this being optional in the case of some processes, but heat treatments
Metal Additive Manufacturing | Spring 2023 148 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Process Class Sinter-based AM Directed Energy Deposition Powder Bed Fusion Process BJT MEX DED-LB/ wire DED-Arc/ wire CSAM* PBF-LB PBF-EB Material 316L 316L 316L 316L 316L 316L 316L Indicative process cost (US$/kg) $150 $50 $250 $100 $20 $1,500 $1,500 Indicative material cost (US$/kg) $60 $130 $25 $25 $30 $50 $40 Build rate (kg/hour), excluding finishing processes 0.2 0.1 0.5 2 4 0.2 0.5 Min Yield (MPa) 200 150 300 350 200 150 250 Min UTS (MPA) 500 400 550 500 450 550 500 Min Elongation (%) 43 20 35 28 15 25 20 Min wall thickness (mm) 1.5 2 2 5 6 0.5 1 Max wall thickness (mm) 6 5 20 ∞ ∞ 10 90 Achievable complexity index 3 2 2 1 2 3 3 Min part size (mm) 10 5 10 50 20 1 2 Max part size (mm) 150 150 1000 1000 1000 250 400 Max part weight (kg) 0.5 0.5 1000 1000 45 5 25 Quality features index 0 1 0 0 1 0 0 Quality sensitivities index 1 1 0 0 1 0 1 Usual finishing processes debind, sinter, machine, polish debind, sinter, machine, polish heat treat, machine heat treat, machine heat treat, machine stress relief HT, machine, polish heat treat, machine, polish
Table 3 Evaluation of the different AM processes investigated in this article * Cold Spray AM is not yet listed as a DED process under ISO/ASTM 52900.
AM's value metrics for production
are usually performed in critical applications. It is hard to imagine a risk-conscious industrial application advocating against a low-cost, highvalue adding heat treatment process.
Finishing processes are almost always required
All metal AM processes need further finishing processes to tidy up their geometry and meet tolerances. No AM process listed advertises or guarantees precision, but machining (subtractive) processes do, are inexpensive and provide precision extremely well as a finishing process.
Conclusion
As the AM industry has developed and new technologies that claim the label have emerged, it has become less clear what the term actually means. To understand Additive Manufacturing, it was necessary to first define what good manufacturing meant. This led to a definition for Mass Production and Global Supply Chain (MGS) a catch-all term that covers manufacturing and delivery improvements over the past hundred years. The products ideally suited for MGS were identified, leading to questions about which processes might be used to service other products. It was suggested that AM might be the evolving group of processes targeting this opportunity, i.e., that AM is being asked to provide solutions for production in the cases when MGS is not the right answer.
Many of the behaviours that AM is sought to exhibit are not counted by this simple measure, so an investigation of the values that AM
seeks to offer was conducted via a literature review. Based on these results, a good AM technology should also value design freedom, process accessibility to the widest audience, single piece production speed, single piece production cost, process portability, NRE cost and process entry cost. Good AM is transformational, offering much more rapid single piece production time and cost than other methods. This capacity means that good AM gives the right organisations new abilities to iterate, adapt or regenerate, that were not possible before.
To simplify first engagement with different kinds of AM, a standard model for listing the capability of an AM technology was proposed. The model was then tested against existing technologies successfully. The model is proposed to be used as a general method for measuring the applicability of the AM label going forward, allowing the comparison of different AM processes for the manufacture of particular products.
Authors
Steven Camilleri, Andrew Duguid, Sam Katz and Dr Chris Massar
SPEE3D, Australia
Dr Martin McMahon
MAM Solutions, UK
Dr Victor Champagne
U.S. Army Research Laboratory, USA
Dr Ozan Ç Özdemir
Northeastern University, USA
Anthony Naccarelli
Penn State, USA
Dr Timothy Eden
Penn State, USA
Dr Krishnan Kannoorpatti
Charles Darwin University, Australia
Bruce McLean
University of Sydney, Australia
Metal Additive Manufacturing | Spring 2023 149 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
AM's value metrics for production
“Based on these results, a 'good AM' technology should also value design freedom, process accessibility to the widest audience, single piece production speed, single piece production cost, process portability, NRE cost and process entry cost.”
NORTH AMERICA’S LARGEST AND MOST INFLUENTIAL ADDITIVE MANUFACTURING EVENT. EXPERIENCE THE NEXT LEVEL OF ADDITIVE MANUFACTURING IN CHICAGO.

Witness groundbreaking product announcements, experience hands-on equipment demos, learn real-world additive manufacturing applications from the most respected experts, and network with thousands of industry peers.

MAY 2-4, 2023

McCormick Place | Chicago
REGISTRATION IS OPEN rapid3devent.com
An inside perspective on China’s thriving metal Additive Manufacturing industry
A decade ago, the majority of commercial metal Additive Manufacturing machine, materials and application developments took place in Europe and North America. Today, the picture is very different and China in particular has become a leading global player. Clear national strategies, combined with a strong drive to leverage commercial opportunities, have resulted in a powerful and dynamic metal AM industry that is moving rapidly towards self-sufficiency. In this article, Xuesong Pan (Peter), co-founder of China's 3D printing media company Nanjixiong, reports on recent developments.
Early research in China on Additive Manufacturing began in the 1990s and has been ongoing for thirty years. At first, there were only five universities studying the technology: Tsinghua University, Xi’an Jiaotong University, Beijing University of Aeronautics and Astronautics, Northwestern Polytechnical University, and Huazhong University of Science and Technology. Now, AM has become a ‘sunrise’ industry and an important part of the Made in China 2025 strategy [1]. AM stands out from many traditional manufacturing technologies as a more efficient and sustainable solution.
Over the past decade, China’s AM industry has undergone radical changes. According to data published by the Additive Manufacturing Alliance of China [2], the output value of China’s AM industry has grown from $145 million in 2012 to more than $4.8 billion in 2022, with more than 1,000 AM enterprises in the industry chain (Fig. 1). In the world of business, multiple AM machine companies including
BLT, Shining 3D and Farsoon have achieved IPO listing. The number of listed companies has grown from one in 2013 to twenty-two in 2022, including the new over-the-counter (OTC) market, and the number of AM companies with revenue over $15 million has increased from three in 2012 to forty-two in 2022.
Metal AM is a major sector within the rapidly growing AM industry. According to data released in the Wohlers Report 2022, AM machine sales reached $3.417 billion in 2021, of which metal AM machines accounted for 36.1%. The AM materials industry reached $2.598 billion, of which metals accounted for 18.2% [3].
Metal Additive Manufacturing | Spring 2023 151 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Metal AM in China
0.15 1.5 3.9 4.8 0 1 2 3 4 5 6 2012 2017 2021 2022E Output value of China’s AM industry over the past decade (billion dollars) Output value of China's AM industry 6 5 4 3 2 1 0.15 1.5 3.9 4.8 0 2012 2017 2021 2022E
$ billion
Fig. 1 Output value of China’s AM industry since 2012 (Courtesy of the Additive Manufacturing Alliance of China)
Data collected by China’s AM portal Nanjixiong showed that AM startups in China received $930 million from venture capital funds in 2022, of which $370 million went to metal AM companies, accounting for 40% of the total [4].
Metal AM machine manufacturers in China
Currently, there are more than sixty Chinese manufacturers developing and producing metal AM machines with technologies such as Laser Beam Powder Bed Fusion (PBF-LB), Electron Beam Powder Bed Fusion (PBF-EB), Directed Energy Deposition (DED), Binder Jetting (BJT), Material Extrusion (MEX)-based technologies and more.
In the domestic market, metal AM machines produced by Chinese companies are already very competitive when compared to overseas brands. The market for small build size (80–150 mm) metal AM machines is now dominated by China’s domestic producers, whereas imported machine sales are currently very low due to their high cost.
In terms of medium and large size (250–1000 mm) platforms, overseas
brands still have some advantages in the Chinese market, namely support-free technology, intelligent process monitoring and operational stability. EOS, SLM Solutions, Trumpf, Desktop Metal, Markforged and HP are examples of companies that are selling metal AM machines in China, benefitting from their reputation in the global market. The domestic Chinese market has not yet reached self-sufficiency; foreign companies still have market space.
In the range of compact-size AM machines, multiple domestic laser suppliers are being used to reduce machine costs. Solutions from companies such as Han’s Laser and Raycus have been used in dental metal AM machines in particular. However, the core components of high-end metal AM machines still need to be purchased from international companies such as IPG and Scanlab.
In the large-to-extra-large buildsize machine market, Chinese manufacturers can provide competitive machine solutions as well as efficient local support. Product customisation is also available, such as custom build size requirements. BLT, Farsoon, YNAMT, XDM,
Eplus 3D, LiM Laser and Huayang offer PBF-LB AM machines with a build size of over 1 m and with up to twelve lasers. Raycham and TSC can provide powder-based DED machines with a build size greater than 4 m.
Chinese machine manufacturers have been expanding their overseas markets to provide global customers with cost-efficient but high-performance metal AM solutions. Farsoon Technologies was the first company to establish regional operations in Europe and the United States. Led by a widely respected AM veteran, Farsoon’s global technical teams now work with a growing number of industry-leading partners.
With more AM machines from Chinese brands available in the global market, sales numbers as of the end of 2022 show clear growth. Among the small–medium platform AM machine market, Chamlion has delivered 1,000 metal AM machines, mainly for dental; Riton has reached 700 units for dental installed worldwide; HBD has also shipped 700 units and sold to more than twenty countries. For the medium–large platform metal systems, Farsoon has sold more than 400 mediumto-large frame metal AM machines worldwide, with more than ten industrialised customers installing more than ten systems each.
In the Chinese market, BJT is still in its early stage of development. However, HP and Desktop Metal (incorporating ExOne) are in the lead, and domestic companies such as Longyuan AFS, Fenghua Zhuoli, Kocel and EasyMFG have already launched machines. This technology is expected to become a mainstream manufacturing process for high-volume metal parts production. Once BJT is accepted by international OEMs for volume applications, these companies will lock in machines and materials, just as Adidas has with polymer AM running shoes using Carbon’s machines and materials. Table 1 shows a partial list of Chinese metal AM machine producers.

Metal Additive Manufacturing | Spring 2023 152 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Metal AM in China
Fig. 2 Deep Blue Aerospace employees examine an as-built combustion chamber produced on Farsoon's FS621M PBF-LB machine (Courtesy Farsoon Technologies)
Company Technology City Chinese name Website
Aixway3D PBF-LB Kunshan 云耀深维 www.aixway3d.com
AmPro PBF-LB Suzhou 倍丰激光 www.amproinnovations.com
Avimetal PBF-LB Beijing 中航迈特 en.avimetalam.com
BLT PBF-LB/DED Xi'an 铂力特 www.xa-blt.com
CHAMLION SLM Nanjing 铖联激光 www.chamlion.com
DMAMS PBF-EB Xi'an 智熔 www.dmams.com
EasyMFG BJT Wuhan 易制科技 en.easy3dmade.com
Enigma DED Nanjing 英尼格玛 i-enigma.com.cn
Eplus3D PBF-LB Beijing 易加三维 www.eplus3d.com
Farsoon PBF-LB Changsha 华曙高科 www.farsoon.com
Fenghuazhuoli BJT Foshan 峰华卓立 www.fhzl.co
Han's Laser PBF-LB Shenzhen 大族激光 www.hanslaser.net
HBD PBF-LB/LACM* Shanghai 汉邦科技 en.hb3dp.com
Hit3D PBF-LB Wuhu 哈特三维 -
HUAYANG PBF-LB Shenzhen 华阳新材料 www.hylaser.cn
KOCEL BJT Ningxia 共享装备 www.kocel.com
Laseradd PBF-LB/DED/BJT Guangzhou 金石雷佳 www.laseradd.com
LATEC DED Jinan 雷石智能 en.lasertecam.com
LiM Laser PBF-LB Tianjin 镭明激光 en.lim-laser.com
Longyuan AFS PBF-LB/BJT Beijing 隆源成型 www.lyafs.com.cn
NIIAM PBF-LB/DED/PBF-EB Xi'an 国家增材制造创新中心 en.niiam.com
QBEAM PBF-EB Beijing 清研智束 www.qbeam-3d.com
Raise3D MEX Shanghai 复志科技 www.raise3d.com
Raycham PBF-LB/DED Nanjing 中科煜宸 www.raycham.com
Resilience PBF-LB Suzhou 容智三维 rongzhi.info
Riton PBF-LB Guangzhou 瑞通激光 -
Sailong Metal PBF-EB Xi'an 赛隆金属 www.slmetal.com
Solo-Additive PBF-LB Suzhou 双恩智能 www.solo-additive.com
Sunlight PBF-LB + CNC Dalian 大连三垒 www.slsj.com.cn
Techgine PBF-LB Shanghai 上海探真 -
Tianyu HDMR ** Wuhan 天昱智能 ty-im.com
UPRISE 3D MEX Shenzhen 升华三维 www.uprise3d.com
XDM PBF-LB Suzhou 西帝摩 www.xdm3d.com
YNAMT PBF-LB Kunshan 永年激光 en.ynamt.com
Zrapid Tech PBF-LB Suzhou 中瑞科技 www.zero-tek.com
Metal Additive Manufacturing | Spring 2023 153 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Metal AM in China
Table 1 A partial list of Chinese metal AM machine producers, sorted alphabetically. All process terms as per ISO 52900 other than * LACM, Laser Additive & Cutting Manufacturing ** HDMR, Hybrid Deposition Milling and Rolling
CNPC
Gaona
en.cisri-gaona.com.cn
GRIPM VIGA/EIGA Beijing 有研粉材 en.gripm.com
Jingye Additive VIGA Shijiazhuang 敬业增材 www.hbjyzczz.com
Jinwu IPCA ** Suzhou 金物新材料 en.jsjinwu.com
MTI VIGA/PREP/PA Guangzhou 纳联科技 www.mt-innov.com
Panxing New Metal VIGA Changzhou 盘星新金属 en.peshing.com
Sailong Metal PREP Xi'an 赛隆金属 www.slmetal.com
Sino-Euro SS-PREP Xi'an 欧中科技 en.c-semt.com
VMP VIGA/EIGA Xuzhou 威拉里 www.wllxcl.com
VTECH NPA *** Changsha 唯特增材 -
YuGuang Phelly PREP Xi'an 宇光飞利 www.sxyuguangfl.com
Zhongyuan EIGA Ningbo 众远新材料 www.zhymat.com
Metal AM material producers
There are more than fifty metal AM material manufacturers in China that offer various metal powder options such as titanium alloys, high-temperature alloys, stainless steels, CoCr alloys, nickel base alloys, tool steels, aluminium alloys, copper alloys, etc., as well as wire materials. These materials can meet most application
requirements. The performance of metal powders produced by Chinese companies is comparable to imported powders, but at a lower cost.
By the end of 2022, Avimetal had built twenty-five metal powder atomisation lines offering more than 200 types of spherical powder products, including high-temperature alloys, titanium alloys and aluminium alloys. It has provided more than 2,500 tons of high quality metal AM and surface
coating powders to domestic and international customers.
VMP has fifteen metal powder atomisation lines, including ten vacuum induction melting and inert gas atomisation (VIGA) production lines and five EIGA production lines, with an annual production capacity of over 1,000 tonnes of AM metal powders. Its average revenue growth rate in the past three years has reached 99.33%.
Panxing New Metal has ten VIGA production lines, with an annual production capacity of over 1,000 tonnes of high-quality powder such as titanium alloys and high-temperature alloys, which are widely used in AM, Metal Injection Moulding, surface treatment and other fields. Jinwu has ten sets of self-developed Induction Heating and Plasma Melting Combined Atomisation (IPCA) powder production equipment and powder post-treatment equipment to ensure an annual output of 300 tonnes of titanium alloy spherical powder. Table 2 presents a partial list of metal AM materials producers.
Metal Additive Manufacturing | Spring 2023 154 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Plasma Atomization Company Process City Chinese name Website Avimetal VIGA/EIGA/PREP/PA Beijing 中航迈特 en.avimetalam.com China Machinery New Material VIGA/PREP Zhengzhou 中机新材 campowder.com
Table 2 A partial list of metal AM material producers, sorted alphabetically * NAMP, described as New Atomized Manufacturing Production; ** IPCA, Induction Heating and Plasma Melting Combined Atomisation; *** NPA, Nano
POWDER NAMP * Chuzhou 中体新材 www.cnpcpowder.com
Aero Material VIGA/EIGA Beijing 钢研高纳
Metal AM in China
“By the end of 2022, Avimetal had built twenty-five spherical metal powder atomisation lines offering more than 200 types of powder products, including hightemperature alloys, titanium alloys and aluminium alloys.”
AKMEDICAL Medical Beijing 爱康医疗 www.ak-medical.net
BLT Aerospace Xi'an 铂力特 www.xa-blt.com
Bo Tong Mould Dongguan 博通精密 -
CHAMLION Dental Nanjing 铖联激光 www.chamlion.com
Chunlizhengda Medical Medical Beijing 春立医疗 www.clzd.com
Cloud-Manu Aerospace Shanghai 云铸三维 www.cm-3d.com
dMac Precision Mould Shenzhen 德科精密 www.dmac123.com
DTSS-3D Manufacturing industry Dongguan 大唐盛世 www.3d-printing.com.cn
ESU Mould Shanghai 毅速模具 en.esu3d.com
Falcontech Aerospace Wuxi 飞而康 www.falcontech.com.cn
FOHAN Manufacturing industry Dongguan 科恒 en.kehengdg.com
Hua Yi Xun Manufacturing industry Xiamen 华易迅 www.hyx3d.com
Gang Yan Ji Guang Aerospace Changzhou 钢研极光 www.cisri-gaona.com.cn/ AboutUs/Subsidiary/29
Guo Hong Tian Yi Aerospace Xi'an 国宏天易 -
Hit3D Mould Wuhu 哈特三维 -
Huaxiang Meditech Medical Changsha 华翔医疗 hnhx3d.com
Jingye Additive Aerospace Shijiazhuang 敬业增材 www.hbjyzczz.com
Jun Chen 3D Manufacturing industry Shanghai 峻宸集团 www.shjcm3d.com
Lei Shi Manufacturing industry Dongguan 雷石集团 -
NIIAM Aerospace Xi'an 国家增材制造 创新中心 en.niiam.com
PIX Moving Automotive Guiyang - www.pixmoving.city
Raycham Aerospace Shenyang 中科煜宸 www.raycham.com
Radin Mould Shanghai 镭镆科技 www.lamotech.cn
TSC Aerospace Beijing 鑫精合 www.tsc-bj.com
WeNext Manufacturing industry Shenzhen 未来工场 www.wenext.com
Xingrui Additive Manufacturing industry Wuhu 兴瑞增材 -
Metal AM service providers
There are now more than fifty metal AM service providers in China that manufacture parts for customers using either their own technology or purchased metal AM machines. They typically target specific fields such as aerospace, medical, dental, automotive, mould tooling, energy, etc. They can provide a full range of services according to a customer’s needs, from design through to simulation and topology optimisation, production and post-processing.
Currently, BLT has more than 270 metal AM machines installed for R&D and contract manufacturing services. TSC has more than 100 AM machines, which can cope with the demand for metal AM parts from numerous industries. Falcontech, Jingye Additive, Aerospace Additive Technology and Gang Yan Ji Guang are planning to install more than 100 metal AM machines each to meet their growth strate
gies. Table 3 presents a partial list of metal AM service providers in China.
Government support for China’s AM industry
Since 2018, the Chinese government has enhanced its support for advanced technology development and prioritised the purchase of domestic machines and raw materials. This has been a boon for the development of China’s metal Additive Manufacturing industry, promoting the sale of domestically produced machines and powders.
In May 2022, China’s Ministry of Science and Technology launched its
Metal Additive Manufacturing | Spring 2023 155 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
-
Company Service Fields City Chinese name Website
Metal AM in China
Table 3 A partial list of metal AM service providers in China, sorted alphabetically
National Key R&D Programme, the ‘14 th Five-Year Plan,’ and the key project declaration guide ‘Additive Manufacturing and Laser Manufacturing.’ This key project supports four categories:
• Extrusion technology and frontier AM technology

• Core components in AM machines
• Key technology and equipment
• Typical industry application and practice
All of these are cutting-edge areas in the field of AM. Simultaneously, Guangdong Province launched its own key R&D programme, ‘Laser and Additive Manufacturing,’ to support the development of the AM industry in the region.
In terms of AM standards, an ‘Action Plan of Leading the Development of Additive Manufacturing by Standards (2020–2022)’ was jointly issued by six ministries and departments of China in 2020, including the Standardization Administration of China and the Ministry of Industry and Information Technology [5]. In October 2021, an international standard for AM, led by Chinese industry members, ‘ISO/IEC23510:2021 Information technology — Additive Manufacturing and scanning — Framework for an Additive Manufacturing Service Platform (AMSP),’ was officially released [6]. Currently, more than thirty national standards for AM have been implemented.
Markets and applications
Aerospace remains the largest application market for metal AM in China, followed by medical, moulds and tooling, dental, heat exchangers, education, energy and automotive. As a major manufacturing country, China’s GDP reached $18 trillion in 2022; this means there is access to a vast local market for AM technologies.
Metal Additive Manufacturing | Spring 2023 156 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 3 Revenue of BLT between 2019 and 2022, with aerospace revenue in blue (Courtesy BLT)
140 120 100 80 60 40 Aerospace Other 20 0 0 20 40 60 80 100 120 140 2019 2020 2021 2022 Revenue of BLT ($ million) Aerospace Other 2019 2020 2021 2022 $ million Metal AM in China
Fig. 4 Lattice structure of the hydrazine bottle adapter additively manufactured by BLT (Courtesy BLT)
Aerospace
According to data released in the Blue Book of China Aerospace Scientific and Technology Activities (2022) [7], China’s space industry ranked first in the world in 2021 for launches, with fifty-five taking place. In 2022, sixty-four space launches took place over the year. The rapid growth of China’s space industry is driving the demand for metal AM. It is expected that China will implement nearly seventy space launches in 2023, of which the China Association for Science and Technology (CAST) plans to schedule more than sixty space launches and launch more than 200 spacecraft/satellites.
To meet the needs of the space industry, in addition to the private companies developing metal AM machines, China’s Aerospace Science and Technology Corporation (CASC) has developed metal AM machines at a number of its branches and successfully used them in the space field.
Meanwhile, China’s aviation industry is developing rapidly. In December 2022, China Eastern Airlines took delivery of the world’s
first domestic C919 large passenger aircraft. This delivery means that China has completed the whole process of design, trial production, testing, test flight, certification, production and delivery of a large passenger aircraft, with metal AM technology being used in the development of the C919. By the end of 2022, a total of 1,035 orders from thirty-two customers have been received for the C919.
China’s aerospace industry is, therefore, driving the development of AM, with metal AM parts moving from the validation phase to series production. One of the beneficiaries is the metal AM machine and services vendor BLT, whose revenue reached $133 million in 2022, a significant 66.48% increase from $80 million in 2021. Aerospace accounted for 64.29% of BLT’s revenue from January to June 2022 (Fig. 3). Currently, with a market value of about $2.53 billion, BLT ranks first among the publicly traded AM companies worldwide.

Among the metal AM application cases disclosed by BLT is the manufacture of a satellite adapter
(Fig. 4). The adapter for a hydrazine bottle – a storage container for fuel for satellite propulsion – connects the bottle to the satellite structure and is, thus, a key load-bearing part of the propulsion system. The cost of launching satellites can reach tens of thousands of dollars per kilogram, so weight reduction of components in the satellite is extremely important.
The bracket incorporates a lightweight structure internal lattices and an external skin. It was produced using the BLT-S600 PBF-LB machine, which has a maximum build size of 600 x 600 x 600 mm (Fig. 5). Compared to conventional forging and casting processes, the product’s design for, and production by, AM in aluminium resulted in an overall weight reduction of over 60%.
Another application example from BLT is the copper AM nozzle shown in Fig. 6. BLT's design team successfully solved the problems associated with processing copper, such as the low absorption rate, high forming difficulty, low processing efficiency and the challenge to control microstructure. The inner and outer walls of the part are designed with fifty cooling
Metal Additive Manufacturing | Spring 2023 157 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Metal AM in China
Fig. 5 BLT-S600 metal AM machines (Courtesy BLT)
channels. Thanks to the integration of these complex cooling channels, the cooling surface area is increased, so the cooling efficiency of the engine is greatly improved and the design can be more compact and lighter. This large number of cooling channels can only be manufactured by PBF-LB technology.
The large-format metal AM machine market is also benefitting from the rapid increase in China’s commercial rocket launch activities. Following US-based spacecraft manufacturer SpaceX, Deep Blue Aerospace was the second company in the world to succeed in all lowaltitude engineering tests of reusable liquid oxygen kerosene rockets. In 2022, this Chinese commercial rocket manufacturer used metal AM to engineer and produce key components using Farsoon’s large-format metal system FS621M, with a build envelope size of 620 x 620 x 1100 mm.

In the same year, Deep Blue Aerospace enhanced its batch production of single-piece, large-sized rocket engine combustion chambers (Fig. 7) using Farsoon’s FS621M (Fig. 8). The additively manufactured Inconel

Metal Additive Manufacturing | Spring 2023 158 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 6 Copper AM rocket nozzle (Courtesy BLT)
Metal AM in China
Fig. 7 Rocket engine combustion chamber produced by FS621M (Courtesy Farsoon Technologies)
combustion chamber measures 780 mm in height and 550 mm in diameter. Major challenges included the size of the build, function integration and detail resolution. AM enabled many innovations, including a consolidated design and light-weight lattice structures. Other features, such as complex geometries with many hundreds of internal cooling ribs and channels, have improved the combustion efficiency of the rocket engine. The FS621M also allows for the economical production of oversized aerospace parts with a design–validation cycle accelerated by 80%

compared
Dental
China is the world’s largest global denture manufacturing base; 60–70% of the world’s dentures come from China. The dental industry is also one of the industries where AM technology is widely used. Metal AM is mainly used to produce dentures and brackets, and AM technology is well suited for dentistry because the shape of each denture is unique (Fig. 9). The denture industry uses mainly small-platform metal AM


machines, with build sizes generally ranging from 80–150 mm, and the materials processed are mainly CoCr alloy, and pure titanium.

Because the dental manufacturing industry is highly cost sensitive, the denture market is dominated by Chinese AM machine manufacturers due to the significantly lower machine prices. Representative companies are Chamlion, HBD, Riton Laser, Profeta, etc. Among these companies, Chamlion focuses on full-process digital manufacturing for dentistry with established 'cloud factories' around the world (Fig. 10).
Metal Additive Manufacturing | Spring 2023 159 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 8 Farsoon FS621M machine (Courtesy Farsoon Technologies)
Fig. 9 Additively manufactured dental products produced by Chamlion (Courtesy Chamlion)
to conventional manufacturing processes.
Metal AM in China
Its digital service platform provides both denture model design, as well as semi-finished and finished AM services.
Chamlion has a digital design team of more than 100 designers, which can provide 3D model design services for dental crowns, brackets, invisaligners and other products, and can handle tens of thousands of orders at the same time.
Customers send task requirements through the cloud platform, designers design 3D models online and the cloud platform assigns builds to the
optimal cloud factory to complete the production and, finally, the products are delivered to users through global logistics. If customers need to build a semi-finished denture, it can be delivered twenty-four hours from order placement via the cloud platform. Chamlion has achieved full digitalisation of denture processing.
Chamlion’s products and services are exported to more than fifty countries around the world. It has successfully established more than 200 cloud factories, producing 80,000 dental crowns and 8,000
movable brackets per day. It provides denture products for thirty million people worldwide.
Tool and mould
The tool and mould market is also an important application area for AM technology. The market size of China’s tool and mould industry reached $43 billion in 2022. Metal AM technology is generally used for the manufacture of injection moulds with conformal cooling channels. Key representative enterprises in this field are Shanghai Radin, Shenzhen dMac Precision, Anhui Hit3D and Dongguan Borton Precision, although this is not an exhaustive list.
Dongguan Borton Precision is a service provider focusing on AM solutions for moulds and offers a full set of processes from cooling channel design and mould flow simulation to AM, heat treatment and post-finishing to help customers achieve a seamless transition from an idea to a complete product.

Metal Additive Manufacturing | Spring 2023 160 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 10 Chamlion’s 'cloud factory' (Courtesy Chamlion)
Metal AM in China
“Chamlion’s products and services are exported to more than fifty countries around the world. It has successfully established more than 200 cloud factories, producing 80,000 dental crowns and 8,000 movable brackets per day.”
Borton Precision applies Farsoon’s metal AM solutions to various types of plastic moulds, die-casting moulds, silicone rubber moulds, clamping fixtures and other products, and has purchased five Farsoon machines. Its main business is to additively manufacture vaping moulds. Previously, traditional moulds faced problems such as difficult moulding, long cycle times and low efficiency. Metal AM has greatly improved the cooling ability of injection moulded parts. An additively manufactured mould with conformal cooling channels can reduce the cooling blind spot, allow faster and better heat dissipation, and significantly improve the injection moulding efficiency and product finish, thus improving the yield rate of finished products. At present, the production efficiency of vaping moulds produced by Borton Precision using Farsoon’s metal AM machines has increased by 60% (Fig. 11).

Automotive
According to data released by the China Association of Automobile Manufacturers, 26.864 million vehicles were sold in China in 2022, including 6.887 million new energy vehicles (defined as battery electric vehicles (EV), plug-in hybrid vehicles (PHEV) and fuel cell electric vehicles (FCEV)) [8]. AM technology plays an important role in the development of new vehicles, but due to the high cost of PBF-LB metal AM technology, large-scale manufacturing in the automotive sector is not economically viable at present. However, the automotive market is one of the most promising markets for AM in the future. China’s mid-to-high end automotive market is still dominated by Mercedes-Benz, BMW and Audi, but local brands such as BYD, Hong Qi, NIO and Li Auto are also launching mid-to-high end models.
In 2021, Changchun-based FAW Group, one of the largest Chinese automotive original equipment manufacturers, selling 3.2 million vehicles in 2022, purchased a FS421M-2 dual-laser system from Farsoon Technologies. This is a

Metal Additive Manufacturing | Spring 2023 161 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 11 Metal AM vaping mould inserts with various types of cooling channels (Courtesy Farsoon Technologies)
Metal AM in China
“AM technology plays an important role in the development of new vehicles, but due to the high cost of PBF-LB metal AM technology, largescale manufacturing in the automotive sector is not economically viable at present. However, the automotive market is one of the most promising markets for AM in the future.”
representative example of a large-platform metal AM machine installed for the automotive industry in China. Although the end-application of metal AM in FAW Group is confidential, this investment will help build the internal closed-loop AM expertise for new product innovation, design and development.
A use case that is publicly available is from Ascension Design, a Chinese design firm. They produced a practical, usable AM two-piece titanium wheel in 2021 that passed performance tests to national standards, meeting the performance conditions and requirements for road use, and has been delivered to the first customers (Fig. 12).

The size of the wheel is 20 in. The outer ring is made of carbon fibre, and the inner ring is additively manufactured in titanium alloy in one piece using a 600 mm build chamber, four-laser PBF-LB machine from BLT. The diameter of the additively manufactured part is 500 mm, and the weight of a single wheel is 10 kg, a reduction of 40% compared to the conventional wheel. AM can realise the customisation of wheels, meet the customised needs of different customers and create unique shapes that cannot be achieved by traditional manufacturing methods.
PBF-LB applications in automotive are now focused on small-batch production, high-end edition customisation and high added-value aftermarket parts. There is still huge potential for expanded production capability when the manufacturing cost of PBF-LB comes down.
BJT AM technology is expected to be used for mass manufacturing of automotive parts. In addition, high-efficiency AM technologies such as Seurat Technologies’ area AM method are expected to be used for the future manufacturing of automotive parts.

Medical
With a population of 1.4 billion, China has a huge medical market. The application of AM technology in the medical field has moved from first-tier cities to fourth-tier cities and has played a key role in challenging surgeries. Metal AM technology is mainly used to produce implants, including titanium alloys, tantalum and so on (Fig. 13). Representative companies include AKMEDICAL, Chunlizhengda Medical and Huaxiang Group. Among them, AKMEDICAL is building implants using PBF-EB technology, whereas Huaxiang Group is promoting the use of PBF-LB technology to produce implants in China.
In 2021, a porous titanium spine fusion cage was developed by Huaxiang Group, and The First Affiliated Hospital of University of South China received official approval
Metal Additive Manufacturing | Spring 2023 162 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 12 Metal AM car wheel (Courtesy Ascension Design)
Metal AM in China
Fig. 13 Metal AM implants produced by AKMEDICAL using Arcam EBM technology (Courtesy AKMEDICAL)
from the National Medical Products Administration (NMPA) to use Farsoon PBF-LB technology to manufacture orthopaedic implants. These were the first approved orthopaedic implants built by metal PBF-LB technology in China. In February 2022, Huaxiang Group received another category 3 NMPA clearance for its porous titanium interspinal fusion cages. In February 2023, a tantalum metal interspinal fusion cage from

Huaxiang was also approved by NMPA, offering excellent material biocompatibility and elastic modulus for future applications (Fig. 14).
Metal AM research activities in China
Currently, scientific experts, including nearly twenty teams from more than fifty AM laboratories in universi -
ties and research institutes, are working in metal AM research. Table 4 shows a partial list of China’s metal AM expert teams. In 2022, the professional journal Chinese Journal of Mechanical Engineering: Additive Manufacturing Frontiers ( CJME:AMF) was founded by Chinese and French AM experts and launched on ScienceDirect, an important event in the field of Chinese AM research. This international industrial journal focuses on AM and related technologies and is supervised by CAST and sponsored by the Chinese Mechanical Engineering Society. The editor-in-chief is Bingheng Lu, Director of National AM Innovation Center, Director of the National Engineering Research Center for AM at Xi’an Jiaotong University and Academician of Chinese Academy of Engineering. The co-editor-in-chief is Alain Bernard, member of the French Academy of Engineering and Ecole Centrale de Nantes.
Metal Additive Manufacturing | Spring 2023 163 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 14 Porous interspinal fusion cage series produced by Huaxiang Group (Courtesy Farsoon Technologies)
Metal AM in China
“With a population of 1.4 billion, China has a huge medical market. The application of AM technology in the medical field has moved from first-tier cities to fourth-tier cities and has played a key role in challenging surgeries.”
Universities & research institutes Expert team led by Research Fields of Metal AM
Xi'an Jiaotong University
Beihang University
AVIC Shenyang Aircraft Design Institute
Shanghai Jiao Tong University
Tsinghua University
Northwestern Polytechnic University
Nanjing University of Aeronautics and Astronautics
Beijing University of Technology
Huazhong University of Science and Technology
Tsinghua University (Chinese Academy of Sciences)
South China University of Technology
City University of Hong Kong
Northwest Institute For Non-ferrous Metal Research
Chongqing University
Harbin Institute of Technology
Huazhong University of Science and Technology
Nanjing University of Aeronautics and Astronautics
Summary
It is hoped that this article comprehensively presents the current development status of China’s metal AM industry, mainstream metal AM companies, Chinese government policies and attitudes towards the AM industry, application areas and cases of metal AM technology in the Chinese market, along with basic information on domestic metal AM research teams.
Without doubt, metal AM in China has advanced significantly over the past five years and there is every expectation that its potential will be leveraged by a wider range of manufacturing industries.
Academician Bingheng Lu
Academician Huaming Wang
PBF-LB/DED/Hybrid AM
Aerospace AM
Academician Xiangming Wang Aircraft design and AM
Academician Kerong Dai & Professor
Yongqiang Hao
Prof. Feng Lin
Prof. Weidong Huang
Prof. Dongdong Gu
Prof. Jimin Chen
Prof. Haiou Zhang
Prof. Jing Liu
Prof. Yongqiang Yang
Academician Jian Lu
Prof. Huiping Tang
Prof. Zhengwen Zhang
Prof. Jinsong Leng
Prof. Xiaoyan Zeng
Prof. Zongjun Tian
Author
Xuesong Pan (Peter)
Co-founder of professional Chinese 3D printing media company Nanjixiong beiji@nanjixiong.com www.nanjixiong.com
Acknowledgments
Special thanks to Ms. Chenlu Fang for her help in reviewing this article.
References
[1] http://english.www.gov.cn/ state_council/ministries/2017/10/12/ content_281475904600274.htm
Medical AM
PBF-EB, PBF-LB
PBF-LB
PBF-LB
PBF-LB
Hybrid Deposition Milling and Rolling
Material Jetting (MJT) / Liquid Metal Additive Manufacturing
PBF-LB, gradient metal AM, BJT
4D Printing
PBF-EB, PREP
PBF-LB
4D Printing
PBF-LB
PBF-LB
[2] www.amac-china.com/col/ col15/index.html
[3] Wohlers Report 2022, www.wohlersassociates.com
[4] Nanjixiong, www.nanjixiong.com
[5] www.sac.gov.cn/ sacen/Features/202009/ t20200928_346916.htm
[6] ISO/IEC23510:2021 Information technology — 3D printing and scanning — Framework for an Additive Manufacturing Service Platform
[7] Blue Book of China Aerospace Scientific and Technology Activities (2022)
[8] China Association of Automobile Manufacturers, http://en.caam. org.cn
Metal Additive Manufacturing | Spring 2023 164 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Table 4 A partial list of China’s metal AM expert teams
Metal AM in China
PARIS EXPO PORTE DE
VERSAILLES
300
6 000
A 10 th edition dedicated to sustainability and circular economy.
3D PRINT, the leading event for additive manufacturing, will unveil the latest innovations and technologies for all materials through:

- Live demonstrations on the exhibitors’ booths,
- Cutting-edge conferences & technical workshops to meet the new challenges of the industry.


DASSAULT AVIATION
An event that gathers a lot of exhibitors to discover the latest solutions in additive manufacturing.”



AUDI
It is a very valuable trade fair because it gives us the opportunity to discover a lot of innovations at every stage of the value chain.”
AIRBUS
3D PRINT allows us to see a large number of clients and meet new prospects”
3dprint-exhibition-paris.com

EXHIBITORS
PARTICIPANTS
CONFERENCES AND WORKSHOPS
INTERNATIONAL SPEAKERS
35
80
Création graphique ...bigbang.frPhotographies du salon : ©Nicolas RodetCe document est édité par -
The leading trade show for additive manufacturing in France GET YOUR FREE BADGE





Metal Additive Manufacturing | Spring 2023 166 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | HOME OF INDUSTRIAL PIONEERS HANNOVER MESSE 2023 MAKING THE DIFFERENCE Products and solutions for a sustainable future at #HM23 17 – 21 April 2023 Hannover, Germany hannovermesse.com
Additive Manufacturing for jewellery and watchmaking: Exploring the potential of sinter-based technologies
Three years ago, Metal AM magazine published a widely read article on the use of Laser Beam Powder Bed Fusion (PBF-LB) technology for precious metal jewellery production. Today, the continuing rise of sinter-based AM technologies promises to open up the jewellery sector yet further, with new opportunities for both mass-market production as well as bespoke pieces. Chiara Armbruster, Sonja Kappler, Carlo Burkhardt, Gerald Mitteramskogler and Apollinaria Frydmann offer an overview of this new generation of solutions and the state of the technology. A number of application examples are also presented.
Metal Additive Manufacturing has the potential to revolutionise the world of commercial jewellery production. While casting, and to a lesser extent Metal Injection Moulding (MIM), have been go-to methods for mass production in these industries, they come with their own limitations that restrict design freedom. The use of Additive Manufacturing is helping to address these limitations and open a new realm of possibilities for designers.
The jewellery industry, however, has stringent requirements for final product quality. These requirements include excellent surface finish, the need for small and thin-walled structures, and high final density demands. Despite these challenges, the AM of jewellery pieces has established itself as a serious production method. Initially, AM was used to produce lost wax models as a starting point for the casting of prototypes or medium lot sizes, but the technology is now used to produce final customer parts.
The market for metal AM of jewellery applications is expected to experience a compound annual
growth rate of 10% from 2021 to 2031, corresponding to a growth in business from $489 million up to $989 million.
There are numerous AM processes for metal now available and these can be broadly categorised into fusionbased and sinter-based processes.
Fusion-based technologies, such as Laser Beam Powder Bed Fusion (PBF-LB), have achieved rapid adoption in the market for the production of complex-shaped metal parts. However, the process for small precision parts with high tolerances and/ or surface quality requirements is

Metal Additive Manufacturing | Spring 2023 167 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Sinter-based AM for Jewellery
Fig. 1 Additively manufactured steel chain in three sizes, produced via LMM, in the as-sintered stated prior to surface polishing (Courtesy Incus)
complex and high equipment costs and low production speeds can introduce cost barriers. The use of fine powder, which generally delivers better surface properties also poses impediments to the use of PBF-LB. Despite this, there have been numerous successes in the jewellery sector as reported in the article 'Innovation and differentiation: Precious metal Additive Manufacturing in the jewellery sector', published in Metal AM Vol. 6 No. 2, Summer 2020 [2].
To overcome the restrictions of PBF-LB, sinter-based AM solutions can be used to produce high-precision parts. In this type of Additive Manufacturing, sometimes indirect AM, a polymeric ‘green’ part with a high metal powder content is additively manufactured. The polymer is then removed in consecutive steps and the metal particles fuse during sintering, typically in a vacuum
furnace, to form a dense, metallic component.
Sinter-based AM process allows for a wider range of available metal powders, including those that are unsuitable for PBF-LB due to laser absorption issues or being prone to stresses caused by rapid heating and cooling rates when 'welding' with laser beams. The microstructures of parts produced by sinter-based AM processes are free of internal stresses – a key factor for high fatigue strength and the mechanical performance of the part. Companies such as Incus GmbH, Austria, and MetShape GmbH, Germany, are working together to develop and offer different materials relevant to the jewellery industry, including silver, gold, copper, cobalt chrome, and many more.

With the availability of new sinterbased AM solutions, designers can
create small, high-precision metal parts with high surface quality and tight tolerances. The industry can look forward to a wider range of available metal powders and increased innovation as these new technologies continue to evolve and improve.
This article explores two of the main sinter-based AM technologies available to the jewellery industry.
Vat Photopolymerisation

Incus, as an AM technology provider, and MetShape, an early adopter and development partner, have teamed up to bring what Incus refers to as Lithography-based Metal Manufacturing (LMM) to the jewellery and luxury goods industry. LMM, defined as a Vat Photopolymerisation (VPP) process under 'ISO/ASTM

Metal Additive Manufacturing | Spring 2023 168 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 2 Process chain of sinter-based Additive Manufacturing Technologies (Courtesy MetShape)
CAD file Application Printed part Cleaning Debinding and sintering Final part 3D imaging Material mixing LMM build process De-caking AM technology Green part Finished part Debinding & sintering process
Fig. 3 Process chain in Lithography-based Metal Manufacturing or VPP (Courtesy Incus)
Sinter-based AM for Jewellery
52900:2021(en)
Additive manufacturing — General principles — Fundamentals and vocabulary ISO’s AM terminology guidelines', is an AM process that builds parts by dispersing metal powders in a light-sensitive photopolymer resin or binder. The mixture or feedstock is selectively polymerised by exposure to light, resulting in the layer-by-layer production of green parts with exceptional surface quality and high resolution.
As one of the oldest polymer AM technologies, VPP has a track record of producing parts with both a high-quality surface finish and complexity at an economic build rate, and enables the processing of MIM-grade powders that are typically too fine for PBF-LB. These powders show a high activity in sintering, resulting in the high final density that is necessary for highly polishable surfaces.

The current model of Incus’s LMM machine, the Hammer Lab35, is intended for material development and medium volume production. Equipped with simple-to-operate software, it takes minutes to set VPP build parameters and start a new build job. This technology offers significant advantages over conventional AM technologies, including a wide range in part size (from 1-120 mm), high green part strength, and a smooth surface finish (Ra < 3 μm).
However, one major cost driver of the total cost-per-part of sinter-based AM is the depowdering and cleaning of the as-built parts. Because the photopolymer resins used in VPP result in a high green part strength that is similar to 'as-moulded' green MIM components, an easy and potentially automated extraction of the green parts is possible. Ultrasonic cleaning can also be used to remove any unpolymerised feedstock from the surface. Automating this process reduces the potential for scrap by improper handling and significantly reduces manufacturing costs, especially for small and complex pieces where the cost of manufacturing
alone is only a fraction of the total cost per part. Incus will launch its high-volume production concept, the Hammer Pro, at Formnext 2023 in Frankfurt, which will show build speeds competitive with currently available metal Binder Jetting technologies. The Hammer
Lab35 AM machine has a build volume of 89.6 x 56 x 120 mm and a resolution of 35 μ m. The machine is just one stage in the whole processing chain of any sinter-based AM solution, but its unique features make it an attractive choice for the jewellery and luxury goods industry.

Metal Additive Manufacturing | Spring 2023 169 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 4 A metal AM model of St. Stephen's Cathedral, produced by LMM in stainless steel, and shown in the as-sintered stated prior to surface polishing (Courtesy Incus)
Sinter-based AM for Jewellery
Fig. 5 Stainless steel cufflinks produced by LMM and shown in the as-sintered stated prior to surface polishing (Courtesy Incus)
Metal BJT and other sinterbased technologies
Aside from LMM, there are also other sinter-based AM technologies that can be used for jewellery manufacturing. Metal Binder Jetting (BJT) technology in particular allows manufacturing of both small and large quantities of precise parts. The first process step in metal BJT is to create a green part by spreading a layer of metal powder onto the bed of an inkjet printer and forming a part, layer by layer, by the selective deposition of a binder. After the green part has been built, it has to
be extracted from the bed of loose powder before a debinding and sintering process, similar to other sinter-based AM technologies, is carried out. With metal BJT technology, surface qualities of Ra 3-5 μ m and tolerances of ±0.1 mm can be achieved.
The higher resolution of LMM outperforms metal BJT in respect to surface quality and very small, filigree parts. Green parts manufactured with LMM technology are also often less fragile than metal BJT green parts, making handling less complex. However, metal BJT technology not only offers higher
productivity, but can also be cost competitive, especially for larger parts.
Other sinter-based technologies such as pellet or filament-based Material Extrusion (MEX), also known as Fused Deposition Modelling (FDM) or Fused Filament Fabrication (FFF) are not yet able to achieve competitive surface qualities and are therefore less applicable for jewellery applications where surface quality is crucial. These technologies are rather useful for larger parts where surface quality is less important, but productivity and prices are decisive factors.
As MetShape is not only a production service provider, but also specialises in the development of debinding and sintering processes for additively manufactured parts, they have established a huge knowledge base regarding the design of parts applicable for sinter-based AM, as well as sintering supports and process parameters. This allows them to enable their customers to optimise their part design for AM and manufacture with the most suitable sinter-based technology for their application purposes. Besides part production, MetShape also offers toll sintering services for all sinter-based technologies.
Individualisation as the key trend for AM jewellery
The jewellery industry is experiencing a significant shift towards customisation and individualisation, which has created many new business opportunities. While traditional manufacturing processes were reliant on drawn designs and handcrafted production, the digital age has accelerated the individualisation trend using digital design tools. AM technologies are enabling a similar trend and providing great application opportunities in the dental industry for patient-specific dental brackets and restorations. With Additive Manufacturing offering an excellent starting position when producing customised products in short manufacturing cycles, many jewellery companies are expected

Metal Additive Manufacturing | Spring 2023 170 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 6 Vienna pendant, stainless steel, additively manufactured by LMM and shown in the as-sintered stated prior to surface polishing (Courtesy Incus)
“The jewellery industry is experiencing a significant shift towards customisation and individualisation, which has created many new business opportunities.”
Sinter-based AM for Jewellery
to test their possibilities with new manufacturing technologies. Sinterbased AM technologies such BJT and LMM are specialised in high precision applications and can accelerate the economic customisation of jewellery products.
One example of a highly customised product made using Additive Manufacturing is a pendant, as shown in Fig. 6, based on the street map of Vienna. The intricate pattern of the city's geographical outline was produced using the Hammer Lab35 technology, which offers a resolution of 35 μ m and a layer thickness of 25 μ m. The Hammer Lab35 allows up to six pieces to be additively manufactured in a single layer on the building platform in less than thirty minutes, including setting up the machine. For longer build jobs, the entire build volume with multiple layers can be utilised without the need for support structures. The extraction or decaking of all the green parts requires only limited manual operations and can be completed in under five minutes. The use of MIM grade powder (d50 around 8-12 μ m) allows for excep -
tional surface aesthetics (<3 μ m Ra) in every direction after sintering. With standard polishing or sandblasting operations, surface quality similar to MIM can be achieved.
Small-batch production is often a challenge for manufacturers in the jewellery industry, as creating a specific mould for each unique part can be cost prohibitive. Incorporating the right Additive Manufacturing technology can bring new design and production possibilities, as well as
customisation options for clients. Personalised rings, as shown in Fig. 7, and pendants are an upcoming customer trend due to the selfexpression and subsequent emotional attachment customised gifts enable. Sinter-based AM can easily adapt economically to different designs and variations without set-up times and tool manufacturing. Especially for very detailed and complex jewellery applications, sinter-based AM can be an economic alternative to investment casting or MIM technology.

Metal Additive Manufacturing | Spring 2023 171 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 7 Personalised Ring, stainless steel as additively manufactured with LMM (Courtesy MetShape)
Sinter-based AM for Jewellery
“Small-batch production is often a challenge for manufacturers in the jewellery industry, as creating a specific mould for each unique part can be cost prohibitive. Incorporating the right AM technology can bring new design and production possibilities, as well as customisation options for clients.”
High-volume production with sinter-based AM
Within the jewellery industry there is a huge difference between luxury pieces and 'mass market' jewellery. The focus of the luxury industry are the highest quality, individualisation, and the production of exquisite art pieces, whereas, in the non-luxury jewellery industry, costs, high-volume production, and delivery times are decisive factors.
Opportunities for sinter-based AM for high-volume production of jewellery goods lie in the high flexibility of design variants, as well as the ability to deliver on demand-driven production volumes. Sinter-based AM processes are better suited to highvolume production thanks to a lack of support structures, processes with high build speeds, and lower overall costs. However, post-processing is a considerable cost factor in all AM technologies and makes many applications less economical. To minimise post-processing costs, experience along the whole process chain – in particular, sintering – is crucial to
come up with parts that do not need any post-processing steps and can go directly to polishing or other refining processes.
When comparing the production costs of sinter-based AM with investment casting or any other process used for high-volume production of jewellery, part design is crucial. For existing simple high-volume products, traditional production may inevitably be more economical. Where conventional technologies reach their limits due to, for example, design complexity or differences in wall thickness, production with high precision sinter-based AM technologies like LMM becomes more attractive.
One possible application for sinter-based AM in high volumes are bracelet links (Fig. 8). For this application, precision and dimensional accuracy is crucial as the pieces need to be linked together. Jewellery pieces also require a certain level of surface finishing, easily enabled when automated processes like electropolishing are applied on highprecision, sinter-based LMM parts.

Additive Manufacturing enables outstanding new jewellery
When using AM technologies for jewellery pieces, one of the biggest advantages is the design freedom that is enabled by support-free sinter-based AM technologies. LMM combines the principles of investment casting with the benefits of digital design and manufacturing to produce exquisite pieces of jewellery with intricate geometries that were previously impossible to achieve with traditional methods.
By using LMM, jewellery manufacturers can produce complex structures such as interwoven, interlinked, and twisted parts in the highest quality without the need to design support structures to connect the pieces to the build platform or to support overhanging structures. Overhangs, cavities, and sharp edges can be reliably reproduced. Designers can let their creativity run free when designing new jewellery pieces. In addition, the negative effects of supports on the surface of the parts
Metal Additive Manufacturing | Spring 2023 172 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Sinter-based AM for Jewellery
Fig. 8 Bracelet, stainless steel, as built and sintered with LMM and electropolished (Courtesy MetShape)
can also be avoided. Because of the high-quality recoating mechanism and high resolution of the industrial projector unit, the surface aesthetics are the same in every build direction and independent of part orientation.
Jewellery pieces, especially luxury watches, often consist of many customised parts and have relatively low production volumes. These factors limit the use of traditional production technologies such as MIM for economic reasons, leaving a gap in the market for an alternative solution that can produce small and micro parts with high precision in low quantities (Fig. 9). Also, additively manufactured parts can easily be finished with polishing processes like electropolishing or plasma polishing, as well as galvanic procedures like gold alloy plating (Fig. 10). With this combination and knowledge of sinterbased AM and finishing services, the visions of jewellery designers can be fulfilled and previously impossible to manufacture pieces can be created.


Another use case for Additive Manufacturing often requested by customers is watch parts. From the watch case up to the pointers and numbers on the dial, almost every piece of a watch can be additively manufactured. Of course, there are some parts where it isn’t economically viable to use sinter-based AM solutions – but, for complex parts of low or medium annual production quantities, or even one-off pieces, it makes sense to take a closer look at sinter-based AM and consider it as an economic and precise manufacturing process.
Small and precise parts with micro drillings and thin walls are essential in the jewellery industry, where small details can make all the difference. In order to produce these pieces in the required accuracy, the green parts need to be strong enough to handle the depowdering/material removal procedures after the build process. Showing a similar green part strength to MIM, the green parts produced with LMM can easily be processed and handled in preparation for the sintering operation. Any excess feedstock in holes of parts
Metal Additive Manufacturing | Spring 2023 173 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 10 Example showing intricate details and a highly polished surface (Courtesy MetShape)
Fig. 9 Watch case, stainless steel, as-sintered and additively manufactured with metal BJT (Courtesy MetShape)
Sinter-based AM for Jewellery
“Jewellery pieces, especially luxury watches, often consist of many customised parts and have relatively low production volumes. These factors limit the use of traditional production technologies such as MIM for economic reasons, leaving a gap in the market for an alternative solution.”
Sinter-based AM for Jewellery
flows out and, where necessary, compressed air can be used. The excess material can be recycled for the next build run.
Hironori Kondo, an Additive Manufacturing specialist, has used Incus technology as a solution for a number of challenging projects, including a gyroidal geometry as seen in Fig. 11. The self-supporting build – free of support structures – allowed Kondo to achieve a flawless result, with no discernible imperfections after manufacture, removal and sintering. The benefits of the LMM process delivered the desired surface aesthetics without the need for additional polishing.

Precious metal AM via LMM takes the jewellery industry to the next level
The processing of precious metals by AM – such as sterling silver, gold, and platinum – is becoming increasingly popular in the jewellery industry. While a few manufacturers have already adopted this technology using Laser Beam Powder Bed Fusion, the field of precious metals in sinter-based AM is still in its early stages of development. LMM technology has proven to manufacture green parts in the best possible resolution and quality for
sinter-based metal AM. While already well established for steel and copper alloys, the debinding and sintering still need to be further optimised for this new and exciting range of materials. The experts at Incus and MetShape have already built extensive knowledge in this area and are excited to work with you on new challenges.
Authors
Chiara Armbruster and Sonja Kappler
MetShape GmbH, Germany chiara.armbruster@metshape.de sonja.kappler@metshape.de www.metshape.com
Prof. Dr. Carlo Burkhardt
The Institute for Precious and Technology Metals (STI), Pforzheim University, Germany carlo.burkhardt@hs-pforzheim.de www.hs-pforzheim.de
Dr. Gerald Mitteramskogler and Apollinaria Frydmann
Incus GmbH, Austria apollinaria.frydmann@incus3d.com www.incus3d.com
Metal Additive Manufacturing | Spring 2023 174 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 11 Pendant by Hironori Kondo, stainless steel, additively manufactured by LMM and shown in the as-sintered stated prior to surface polishing (Courtesy Incus)
“The self-supporting build – free of support structures – allowed Kondo to achieve a flawless result, with no discernible imperfections after manufacture, removal and sintering.”
MetShape
MetShape GmbH is a production service provider specialising in sinter-based Additive Manufacturing of high-precision small and micro metal parts. The company has developed a unique process know-how and next to the part production focused especially on the sintering process of their applied two-step production process. Consequently, MetShape also offers services alongside the part production with the LMM technology and its unique process know-how enables them to offer highquality, finished components that can be used for series applications.
The Institute for Precious and Technology Metals - STI
The Institute for Precious and Technology Metals (STI) at Pforzheim University is an accredited materials laboratory, working closely with a
large number of SME and large enterprises on materials optimisation, failure analyses and quality improvements of standard and speciality materials. With its research activities on recycling of permanent magnets and sinter-based additive manufacturing, it is at the forefront of European research, coordinating and participating in a number of European and national projects with an overall budget of >€30 million.
Incus
Incus GmbH is an engineering company based in Vienna, Austria, that provides an innovative solution for the additive manufacturing of high-performance metals. The company was founded in 2019 by Dr Gerald Mitteramskogler, a mechanical engineering professional with more than ten years of experience in Additive Manufacturing.
Sinter-based AM
for
References
[1] “3D Printing Jewelry Markets 2023: Market Study and Forecast”, www.smartechanalysis.com

Metal Additive Manufacturing | Spring 2023 175 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 12 Red gold “green parts” additively manufactured with LMM (Courtesy Incus)
[2] 'Innovation and differentiation: Precious metal Additive Manufacturing in the jewellery sector', Metal AM Vol. 6 No. 2, Summer 2020 www. metal-am.com/articles/innovationand-differentiation-precious-metaladditive-manufacturing-3d-printingin-the-jewellery-sector/ Jewellery




© 2023 Inovar Communications Ltd Vol. 9 No. 1 Europe‘s Leading User Conference on Industrial AM “Creating competetive advantages with AM in a VUCA world“ July 04 – 05, 2023 ECC Berlin | Germany Competence Partners: Your Contact: Barbara Weingarten, Senior Project Manager Phone: +49 511 47314796 · Email: amf@ipm.ag Online Registration: www.am-forum.eu/register IPM AG – Institute for Production Management · Schiffgraben 42 · 30175 Hannover · Germany · Phone +49 511 47314790 · info@ipm.ag · www.ipm.ag AM Forum Ber lin 80+ speakers 850+ participants 90+ exhibitors & sponsors JOIN US NOW!
Metal Additive Manufacturing for digital dentistry: An introduction for dental professionals

Thanks to a new generation of compact metal Additive Manufacturing machines optimised for dental laboratories, combined with software improvements and optimised workflows, AM technology is now being more widely implemented in medium- to large-sized dental laboratories. In this article, Stijn Hanssen, Director, Dental Applications & Business Development, 3D Systems, reports on the application of metal AM technology for digital dentistry, reducing labour costs, maximising productivity and providing faster outcomes for patients.
Not long after Chuck Hull filed his first patents for Additive Manufacturing in 1984, the first dental applications were explored, including dental prosthetics and surgical procedures. It was recognised early on that AM brings key advantages for these patient-specific devices which have complex, organic shapes and need to be manufactured as quickly and efficiently as possible. These first applications were produced using Hull’s polymer Stereolithography (SLA) technology for dental models. This technology – combined with digital processes, software, and materials – enabled new procedures to be addressed with AM whilst accelerating the process. For example, manually creating multiple gypsum models for a single patient with a slight movement of one tooth would not only be very labour intensive, but also potentially inaccurate and unpredictable. Digitally planning these steps, exporting each model to an STL file, and additively manufacturing them reduced the risk of error and was proven to deliver high-quality, accurate devices.
With the development of new dental AM materials that could be certified for biocompatibility, it was also possible to create additively manufactured surgical guides, which opened up the possibility to address a broader range of dental device applications. With the introduction of desktop SLA and, later,
digital light processing systems (an early form of Vat Photopolymerisation (VPP) technology) at a fraction of the cost of the first AM machines, the adoption of Additive Manufacturing technology across dental laboratories and dental manufacturing centres rapidly accelerated.
Metal Additive Manufacturing | Spring 2023 177 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Digital dentistry
Fig. 1 Full platform with removable partial dentures in CoCr, manufactured on the DMP Flex 200 (Courtesy 3D Systems)
Metal Additive Manufacturing arrives on the scene

With the increasing price of gold and precious metals in the early 2000s, dental technicians began searching for new and more affordable materials for the fabrication of dental crowns. Using the investment casting techniques available at dental laboratories, cobalt chrome (CoCr) – a non-precious metal veneered
with ceramics – soon became the standard. When milling machines were introduced, ceramic materials such as zirconia and medical-grade titanium also became a possibility.
Metal AM was first introduced to the dental industry around ten years ago. Dental metal AM currently uses two materials, CoCr and titanium. CoCr is mainly used for crowns and bridges (which are finished with a tooth-coloured ceramic), as well as for partial dental frameworks or
removable partial dentures (RPDs). Titanium is primarily used for implant-supported dentures; titanium structures act as the strong foundation for a denture connected to dental implants.
Just as in polymer AM for dental applications, the key requirements for metal AM in dentistry are reliability, high dimensional accuracy, excellent mechanical properties, and cost effectiveness. Dental restorations, especially those that are manufactured from a digital design file, need to be produced with a high degree of accuracy to ensure a positive patient experience.
When these devices are manufactured using conventional processes, the patient often needs to make multiple visits to the dental office for fittings. In many cases, the final ‘fitting session’ occurs when the prosthetic device is delivered to the patient. Additionally, these devices are used by patients for an extended period and thus
Metal Additive Manufacturing | Spring 2023 178 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 2 Dent All Group invested in 3D Systems’s metal Additive Manufacturing technology to support its production requirements which could no longer be met using conventional manufacturing methods (Courtesy Dent All Group)
Digital dentistry
“Just as in polymer AM for dental applications, the key requirements for metal AM in dentistry are reliability, high dimensional accuracy, excellent mechanical properties, and cost effectiveness.”
must be manufactured from materials that deliver suitable mechanical properties for the intended use.
While metal AM is suitable for some dental device applications, the technology on its own does not always deliver the necessary accuracy and surface finish, and dental products will require additional finishing using traditional technologies. For example, an implant-supported structure requires micron-level accuracy to minimise the likelihood of bacterial infiltration and full arch tension on the jawbone.

This accuracy and surface finish can only be obtained by machining these surfaces in a 5-axis milling machine following the initial metal AM build process. Likewise, RPDs with a visible metallic palate and clasps require high gloss polishing to minimise plaque accumulation. This can be done manually, but industrial processes such as chemical polishing and dry electropolishing are also available.
Metal AM process for dental components


In the past decade, dental offices have implemented digital intra-oral scanners and dental laboratories have digitised their gypsum models using desktop scanners. Once a digital representation of the patient’s teeth and/or gums are available, dental CAD software is used to produce a 3D design of the dental restoration. This can be anything from a crown or veneer, to a full denture or orthodontic device. The CAD software usually exports the design as an STL file for manufacturing.
If metal AM is the selected production technology, this STL file is loaded into file preparation software. This software enables the operator to nest different parts into the virtual build volume, move the parts to the optimal orientation, add support structures for the build process, and calculate the build slices for the chosen machine.
Metal Additive Manufacturing | Spring 2023 179 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Digital dentistry
Fig. 3 Examples of titanium hybrid manufacturing for 'print & mill' supported by CIM Systems (Courtesy 3D Systems)
In recent years, this process has become highly automated and with the recent introduction of artificial intelligence (AI) and machine learning algorithms, it is anticipated that this will soon be an autonomous process.

The AM machine receives the material powder with grain sizes optimised for the machine and application. At 3D Systems, a very small grain size is used on DMP Flex 200 machines for CoCr to obtain the best surface finish and mechanical properties. Once the machine is started, it will first create an inert environment in the build chamber using nitrogen or argon — necessary for AM devices processing titanium. The DMP Flex 200 uses a 500 W laser to selectively melt the cross-sections from the slice file layer by layer to form the part. Virtually created support structures are built with the part to affix it to the build plate, support the overhanging areas, and distribute locally generated heat.
Once the build process is finished, the complete build platform needs to be removed from the machine. The DMP Flex 200 has an airlock system and glove ports to enable this process while

Metal Additive Manufacturing | Spring 2023 180 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Digital dentistry
Fig. 4 Oqton’s software automates part orientation, support generation, labelling and nesting, helping to prepare quality parts in record time to gain unprecedented control over the entire workflow, from design to manufacturing (Courtesy Oqton)
“Once the machine is started, it will first create an inert environment in the build chamber using nitrogen or argon — necessary for AM devices processing titanium. The DMP Flex 200 uses a 500 W laser to selectively melt the cross-sections from the slice file layer by layer to form the part.”
Fig. 5 Detail of a group of dental products on the build plate showing the support structures that are required (Courtesy 3D Systems)
minimising the amount of oxygen penetration. This helps to keep downtime between jobs as low as possible. A closed-loop vacuum system extracts used powder for sieving and recycling and can optionally be attached, as well, to further minimise operator time and powder contact.
The build platform with the AM parts attached is now depowdered before being placed in an industrial furnace for an important stress relief process. Depending on the material, this can take up to two hours. For CoCr partials produced on the DMP Flex 200, only thirty minutes at 800°C is required, after which the plate is air cooled to room temperature. After this, the parts can be removed from the platform using pliers or a cutting disc.
Current developments and outlook for dental metal Additive Manufacturing
Until recently, metal AM technology was used mainly by large-scale industrial manufacturing centres available to dental laboratories. Initially, the technology was expensive and required an industrial environment and skilled operators, rendering it inaccessible for most dental laboratories which may have otherwise been interested in incorporating AM.
With recent developments towards machines optimised for dental laboratories (e.g., the DMP Flex 200), software improvements, and optimised workflows, the technology is now available and being implemented in medium- to largesized dental laboratories. There has been significant adoption of the technology for manufacturing RPDs, to reduce labour and maximise productivity. Additionally, dental implant-supported structures can be post-processed on dental 5-axis milling machines, and this process is offered in cooperation with many different dental CAM software providers.

While metal AM is still in its infancy for digital dentistry compared to resin or polymer AM, recent developments have begun to close the gap. With improvements in hardware, accessories, and software, metal AM machines can now be operated easily inside a dental laboratory and are enabling the efficient production of small, dense, complex dental prostheses with excellent surface quality. In addition to helping laboratories lower their costs, this is also helping dentists deliver a better experience for their patients.
Author Stijn Hanssen Director, Dental Applications & Business Development, 3D Systems www.3dsystems.com
Metal Additive Manufacturing | Spring 2023 181 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Digital dentistry
Fig. 6 A 3D Systems DMP Flex 200 metal AM machine, installed at Dent All Group’s facility in Lyon, France, is enabling fast dental application cycles for the production of next day RPDs, crowns, bridges and implant bars (Courtesy Dent All Group)



















Metal Additive Manufacturing | Spring 2023 182 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Where Additive Manufacturing Innovation Takes Shape Formnext Forum – Austin is the first in a series of events to drive industrial 3D printing innovation and growth in the Americas. Hosted in one of the world’s most tech-forward manufacturing communities, Formnext Forum – Austin will connect leaders from across the industrial additive manufacturing supply chain. Start shaping your AM experience! Visit us at formnextforum.com August 28-30, 2023 / Austin, Texas Entertainment and Networking Events Hands-On Technical Tours Expert-Led Presentations and Demos Products and Equipment on Display Unique Only-in-Austin Experiences
BY
PRESENTED
Case study: The development of a multi-material heat sink by Additive Manufacturing using Aerosint technology
Additive Manufacturing offers the opportunity to transform industrial production. Currently, however, AM components are typically produced in only one material, which in many cases does not allow for full performance utilisation. In this article, Xiaoshuang Li and Arthur Seibel describe, through a heat sink case study, how multi-material design and manufacturing can increase component performance as well as integrate additional functionalities when using the Laser Beam Powder Bed Fusion (PBF-LB) process.
Since its foundation in 2016, Aerosint has been developing its proprietary Selective Powder Deposition (SPD) technology, which selectively deposits two (or more) powders to form individual layers with adjustable thicknesses. This technology can be integrated into any powder bed Additive Manufacturing process, including Laser Beam Powder Bed Fusion (PBF-LB) and Binder Jetting (BJT). The applications for multi-material solutions can be diverse and will grow as new material pairs are validated. The company’s development roadmap was further consolidated after its acquisition by Desktop Metal in June 2021.
Aerosint’s SPD system is currently available on the Aconity MIDI+ and Micro AM machines. In addition to R&D machines, integration into production machines is in progress. Plans are also in place to integrate this solution into the P1 machines from Desktop Metal. In 2022, Aerosint also launched a binder-free ‘press and sinter’ approach to make multimaterial parts using SPD. In this process, the SPD recoater is used to fill a die with multiple powders
followed by pressing and sintering. This enables, for example, the manufacture of multi-metal parts and metal-ceramic parts.
As well as offering its SPD technology, Aerosint provides R&D services with PBF-LB and BJT machines to help companies identify and develop multi-material applications. A wide range of materials is

available, including M300 tool steel, 17-4 PH and 316L stainless steels, CuCrZr, and Inconel 625 for the PBF-LB process, and titanium alloys and some ceramics for sinter-based processes.
For the case study presented here, Aerosint worked with the Fraunhofer Research Institution for Additive Manufacturing Technolo -
Metal Additive Manufacturing | Spring 2023 183 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Aerosint multi-material AM
Fig. 1 Aerosint’s Selective Powder Deposition (SPD) system installed on a MIDI+ machine supplied by Aconity3D GmbH (Courtesy Aerosint)
gies IAPT in Hamburg, Germany. The focus was the industrialisation of this technology and the associated technology transfer in order to enable completely new and resourceefficient products. Fraunhofer IAPT has a particular focus on sustainable innovations in the field of AM, with a portfolio including development, training on process and design via the development of novel component concepts, and through to industrially-focused work such as factory planning and digitalisation.
The multi-material heat sink
As a promising use case for multimaterial Additive Manufacturing design, Fraunhofer IAPT developed the topology-optimised heat sink as shown in Fig. 2. Topologyoptimised heat sinks typically have highly complex geometries that lead to weight reduction, improved thermal performance and decreased pressure drop. As it is impossible to produce such
complex geometries conventionally, Additive Manufacturing is the process of choice. Here, the high precision of a laser and use of fine powders enable the creation of intricate, detailed geometries. The specific laser path and laser diameter of the PBF-LB process were taken into account during the design phase to ensure good manufacturability.
The multi-material heat sink consists of a high-strength, corrosion-resistant 316L steel casing that provides structural shielding for a coral-like core made from ductile CuCrZr alloy. The selected copper alloy has significantly higher thermal conductivity than other common materials (e.g., two times that of AlSi10Mg and sixteen times greater than 316L steel). Copperbase heat sinks are an essential tool in applications where major heat dissipation occurs in confined spaces.

Selective Powder Deposition
To be able to manufacture the heat sink by multi-material PBF-LB, Aerosint’s Selective Powder Deposition (SPD) system was installed on a MIDI+ machine supplied by Aconity3D GmbH (Fig. 3). As an alternative to single material roller or blade recoaters, Aerosint’s SPD recoater is able to precisely pattern dual powder layers. After the patterning process, a laser fuses the two different metal powders using optimised laser parameters. This process is repeated layer after layer until the part is fully consolidated.
The SPD system consists of two rotary meshes that can carry a wide range of powders, including flowable metallic, ceramic and polymer powders. The powders can be simultaneously deposited on a build substrate at a speed of up to 50 mm/sec, which results in the formation of any desired pattern with a minimum size of approx. 0.5 x 0.5 mm 2. The dissimilar
Metal Additive Manufacturing | Spring 2023 184 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Fig. 2 Multi-material heat sink additively manufactured in a copper alloy (inner core) and stainless steel (outer shell) (Courtesy Fraunhofer IAPT)
“Aerosint’s SPD recoater is able to precisely pattern dual powder layers.
Aerosint multi-material AM
After the patterning process, a laser fuses the two different metal powders using optimised laser parameters. This process is repeated layer after layer until the part is fully consolidated.”
materials can then be scanned and consolidated separately or continuously. Different scanning strategies can be selected to ensure sufficient metallurgical bonding at the interface. The build area is currently limited to 140 (X) x 96 (Y) mm 2 on the Aconity MIDI+ build platform.

The two dissimilar materials used in this use case – CuCrZr alloy and 316L stainless steel – have significantly different properties. As a copper alloy with high purity, CuCrZr alloy has very low absorption of IR light, resulting in a high energy input to form stable melt pools and tracks. Such high energy input can cause overheating and the vaporisation of 316L steel. Therefore, it is necessary to apply different processing parameters and sequentially melt them. After Additive Manufacturing, the component was shot peened to realise the desired surface finish.
Additional issues
To achieve high thermal conductivity, it is usually essential to perform ageing post-heat treatment. Previous studies by Aerosint show that ageing at 520°C in an oven for one hour with air cooling leads to a twofold increase in the thermal conductivity of the CuCrZr alloy. During the ageing process, particles precipitate from the supersaturated (Cu) matrix in the CuCrZr alloy. Generally, this ageing temperature and holding time fall in the window of the stress relief heat treatment for 316L steel. For this reason, it is not strictly necessary to carry out additional heat treatment steps for such multi-material components.

As part of process sustainability, powder recycling is a general concern when it comes to powder bed-based Additive Manufacturing
processes. Aerosint’s SPD system can provide a viable approach to this challenge by using just enough powder for building components. The unconsolidated powder bed can be formed by depositing either mixed/ degraded powders or a low-cost powder. This requires a third mesh in the SPD system, which is technically feasible. In this case, the high cost of powder recycling can be reduced. This cost advantage of using the SPD system is also applicable when working with single material via PBF-LB.
Another approach is the use of a controlled amount of powder for the unscanned powder bed – for example, by only ejecting powders every second line. For some special material combinations, like magnetic with non-magnetic material, systems with magnets can be used to separate the two different powders.
Metal Additive Manufacturing | Spring 2023 185 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Fig. 3 Top: The SPD system in the MIDI+ machine supplied by Aconity3D. Lower schematic shows the PBF-LB process using Aerosint’s SPD system; (a) powder application; (b) laser fusion; (c) final part (Courtesy Aerosint)
(a)
(b)
Aerosint multi-material AM
(c)
Only virgin materials are used for building components, contributing to consistent part quality, which can simplify the part qualification process.
Further applications
From the manufacturability perspective, it is quite simple to combine alloys from the same base material (e.g., different types of steels, titanium, and aluminium alloys with different properties). Often, these
materials have a lot of overlap in their processing windows; in other words, the existing laser scanning path for each individual material can be applied on a multi-material powder bed. In this case, it is unnecessary to develop unique scanning strategies for the material interface.

After careful investigation, it was found that some steels can be combined with Inconel alloys in the same way. Inconel alloys can provide excellent properties like oxidation and corrosion and creep resistance at high temperatures.
These materials are often more expensive than steel, so replacing some of the Inconel with steel can lower the cost per piece. This can be potentially used in the energy, oil and gas, as well as aerospace industries. As shown in this case study, multimaterial parts made from Cu alloy with high thermal conductivity and structural materials have a broad range of applications for thermal management. Heat exchangers and cooling elements are often used in data centres, automobiles, chemical industries, combustion units, moulds, inserts, etc.
For the plastic injection moulding industry, a reduction in cooling time can speed up the entire production cycle. For small mould inserts, there is very limited space for conformal cooling channels, so using Cu pins inside the inserts becomes the only way to accelerate heat dissipation. Another promising application is a thrust chamber consisting of Cu alloy and an Inconel jacket. NASA has been attempting to manufacture such bi-metallic components by a hybrid approach combining PBF-LB and Direct Energy Deposition (DED). In
Metal Additive Manufacturing | Spring 2023 186 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Aerosint multi-material AM
Fig. 4 Powder bed and scanning process of the multi-material heat sink (Courtesy Aerosint)
“...it was found that some steels can be combined with Inconel alloys in the same way. Inconel alloys can provide excellent properties like oxidation and corrosion and creep resistance at high temperatures. These materials are often more expensive than steel, so replacing some of the Inconel with steel can lower the cost per piece.”
principle, multi-material PBF-LB can replace such a hybrid process.
Similar to metamaterials, some novel components can exhibit properties that cannot be found in naturally occurring materials. Different design models were mathematically developed by researchers. Often, those models have complex geometries and involve two or more materials which can be manufactured by PBF-LB.

Conclusion and future work
This article demonstrates that a topology-optimised heat sink developed by Fraunhofer IAPT and produced using multi-material Additive Manufacturing can lead to higher performance components with additional functionalities (Fig. 5). Such innovative heat sinks provide solutions to demanding applications in the automotive and aerospace industries where heat dissipation and space savings are critical and can, for example, increase the performance and service life of electronic parts. Furthermore, producing this multifunctional component in one process significantly reduces lead time and results in lower production costs.
The innovative multi-material single-step PBF-LB Additive Manufacturing process allows not only tuning region-specific properties by using different materials, but also fabrication of complex geometries inherent from the PBF-LB process. Therefore, additional functionalities can be flexibly added to components with optimised designs in order to bring in higher value while driving production costs down.
Multi-material AM is still an emerging technology with very limited understanding of the process, especially at the material interface [1]. One of the evident challenges is to select metallurgically compatible materials to avoid the formation of brittle phases at the fusion boundary. Those phases can lead to crack initiation due to the high temperature gradient and residual stress occurring in the PBF-LB process. The thermal expansion coefficient of

Fig. 5. The heat sink made of aluminium shown on the top has a significantly higher (average) temperature (59.3°C) compared to the multi-material heat sink shown on bottom (52.1°C) (Courtesy Fraunhofer IAPT)
materials is another critical aspect to be considered: unmatched temperature-dependent deformation can cause high stress localisation at the interface and its vicinity. Other important factors in multi-material AM are melting point, cross-contamination, heat treatment and so on.
From the technology perspective, there are still many efforts to be made in order to improve the robustness and reliability of the process for industrialisation. For a start, the recoating speed needs to
be increased to be comparable with the speed commonly used in the single-material PBF-LB process. For some applications, a smaller pixel size may become necessary. Scaling up the recoater to enable manufacturing of large parts is also a big demand from industrial customers. It has been proven that monitoring tools are important in the PBF-LB process to enhance process control and product quality. Methods like powder bed quality monitoring and melt pool monitoring are also essen -
Metal Additive Manufacturing | Spring 2023 187 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Aerosint multi-material AM
30 30 mm mm 25 25 20 20 15 Surface: Temperature (°C) Surface: Temperature (°C) (°C) (°C) 61.3 60 60 53.2 55 55 50 50 45 45 40 40 49.3 42.5 15 10 10 5 5 0 0 0 10 10 20 20 30 30 mm mm 0
tial for the multi-material PBF-LB process [2]. An additional challenge is the alignment between the laser path and the multi-material powder bed, which is particularly crucial for processing dissimilar materials using sequential scanning strategies.
Last but not least, the entire workflow needs to be modified and tailored to deploy multi-material PBF-LB. Beginning with Design for Additive Manufacturing, the use of a second material adds complexity to generative design since there are more constraints from process limitation, material interaction and property transition across the interface. Slicing and preparation of build files requires new features to be developed and implemented in software. Materials have different strengths and hardnesses, which affect the material removal rate in post-processing steps like surface finishing and support removal.
Nevertheless, multi-material Additive Manufacturing is the
ideal approach to manufacturing high-performance components with integrated functionalities contributed by different materials. Such components will accelerate the course of greener manufacturing and revolutionise product innovation.
Authors
Dr. Xiaoshuang Li Aerosint SA
Rue d'Abhooz 31 4040 Herstal Belgium
xiaoshuang.li@aerosint.com www.aerosint.com
Priv.-Doz. Dr.-Ing. habil. Arthur Seibel Fraunhofer Research Institution for Additive Manufacturing Technologies IAPT
Am Schleusengraben 14 21029 Hamburg Germany
Arthur.Seibel@iapt.fraunhofer.de www.iapt.fraunhofer.de
References
[1] Seidel, C. (2022). Multi-material metal parts by powder bed fusion: new application opportunities. Metal AM, 8(2), 145–151. www.metal-am.com/ articles/multi-material-metal-partsby-powder-bed-fusion-new-application-opportunities/
[2] Fraunhofer IAPT (2021). Additive Monitoring Study – Benchmark of In-process Monitoring Systems for PBF-LB Machines. Available via: process.monitoring@iapt.fraunhofer.de
Metal Additive Manufacturing | Spring 2023 188 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
Aerosint multi-material AM
KEYNOTE PRESENTATION

CAESARS PALACE

technical program

Attendees will have access to hundreds of technical presentations from worldwide experts on the latest research and development.
TRADE EXHIBIT
The largest annual American exhibit showcasing leading suppliers of powder metallurgy and metal additive manufacturing powders, equipment, and products.


Metal Additive Manufacturing | Spring 2023 189 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Metal Powder Industries Federation APMI International Visit PowderMet2023.org or AMPM2023.org PowderMet2023 International Conference on Powder Metallurgy & Particulate Materials
Manufacturing with Powder Metallurgy PowderMet2023/AMPM2023 June 18–21, 2023 • Caesars Palace, Las Vegas JUNE 18–21 • LAS VEGAS
AMPM2023 Additive
Register Today and save!
BEAT THE ODDS with Sandy Gennaro
CLOSING EVENT
ANOTHER DAY IN PARADISE with Phil Vassar






EDUCATION General, Technical and Panel Sessions TRAINING Hands-on Workshops and Training Sessions NETWORKING A LOT OF Networking from Breakfast to Dinner ACCESS Content and Proceedings Accessible Beyond the Event WWW.AMUG.COM #AMUG2024 YOU CREATE THE EXPERIENCE AMUG PROVIDES THE OPPORTUNITY AMUG For Users. By Users. 2024 AMUG CONFERENCE MARCH 10-14 DON’T MISS THE AM EVENT EVERYONE TALKS ABOUT Mark you calendars! ADDITIVE MANUFACTURING USERS GROUP Hilton Chicago Chicago, Illinois USA
Industry events
Metal AM magazine is dedicated to driving awareness and development of metal Additive Manufacturing and its related technologies. Key to this aim is our support of a range of international partner conferences and exhibitions. View our complete events listing on www.metal-am.com
2023
Hannover Messe 2023
April 17–21, Hannover, Germany www.hannovermesse.de
ImplementAM – Los Angels
April 20, Los Angeles, CA, USA www.implement-am.com
RAPID + TCT
May 2–4, Chicago, IL, USA www.rapid3devent.com
Space Tech Expo USA 2023
May 2–4, Long Beach, CA, USA www.spacetechexpo.com
ImplementAM 2023 – Seattle/Tacoma
May 18, Tacoma, WA, USA www.implement-am.com
PM China 2023 / AM China 2023
May 31–June 2, Shanghai, China en.pmexchina.com
EPHJ – The World of High Precision
June 6–9, Le Grand-Saconnex, Switzerland www.ephj.ch
TCT 3Sixty
June 7–8, Birmingham, UK www.tct3sixty.com
World Titanium Conference 2023 (Ti-2023)
June 12–16, Edinburgh, Scotland www.iom3.org/events-awards/world-titaniumconference-2023.html
PowderMet2023 / AMPM2023
June 18–21, Las Vegas, NV, USA www.powdermet2023.org / www.ampm2023.org
www.metal-am.com/subscribe-to-the-metaladditive-manufacturing-e-newsletter

Metal Additive Manufacturing | Spring 2023 191 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Events guide
TO OUR NEWSLETTER SUBSCRIBE
ImplementAM 2023 – Boston
June 22, Boston, MA, USA www.implement-am.com
MAPP Second International Conference
June 28–29, Sheffield, UK www.mapp.ac.uk/events/mapp-2nd-internationalconference
AM Forum Berlin
July 4–5, Berlin, Germany www.am-forum.eu
EPMA Powder Metallurgy Summer School
July 17–21, Dresden, Germany www.summerschool.epma.com
America Makes Members Meeting & Exchange (MMX)
August 15–16, Youngstown, OH, USA www.americamakes.us/event/mmx
Formnext + PM South China
August 29–31, Shenzhen, China www.formnext-pm.com
Formnext forum Austin
August 28–30, Austin, TX, USA www.formnextforum.com
EMO Hannover 2023
September 18–23, Hannover, Germany www.deutschemesse.co.uk/emo
Euro PM2023
October 1–4, Lisbon, Portugal www.europm2023.com
3D Print Paris
October 11–12, Paris, France www.3dprint-exhibition-paris.com
Formnext
November 7–10, Frankfurt, Germany www.formnext.com
Space Tech Expo Europe 2023
November 14–16, Bremen, Germany www.spacetechexpo-europe.com
2024
AMUG
March 10–14, Chicago, IL, USA www.amug.com
World PM2024
October 13–17, Yokohama, Japan www.worldpm2024.com
If you would like to see your Metal Additive Manufacturing related event listed in this magazine and on our websites, please contact Jo Sheffield: jo@inovar-communications.com


Metal Additive Manufacturing | Spring 2023 192 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Events guide
Access all our back issues at www.metal-am.com



WORLD PM2024 in YOKOHAMA Japan “Make a better world with PM” WORLD PM2024 Congress & Exhibition International Powder Metallurgy 13-17 October 2024 YOKOHAMA, JAPAN The World Congress on Powder Metallurgy was held in Asia in 2006 in Busan, South Korea, in 2000 in Kyoto, Japan, and in 2012 in Yokohama, Japan. It is an excellent opportunity to exchange the latest information and deepen friendships in Yokohama Japan. Advanced technologies and information for "Carbon Neutral", "Electrification" and "Energy Saving" www.worldpm2024.com European Powder Metallurgy Association (EPMA) Metal Powder Industries Federation (MPIF) Asian Powder Metallurgy Association (APMA) Supported by Japan Powder Metallurgy Association (JPMA) Japan Society of Powder and Powder Metallurgy (JSPM) Organized by

Advertisers’ index & buyer’s guide
Our advertisers’ index and buyer’s guide serves as a convenient guide to suppliers of AM machines, materials, part manufacturing services, software and associated production equipment. In the digital edition of Metal AM magazine, available at www.metal-am.com or via the Metal Additive Manufacturing app, simply click on a company name to view its advert, or on the weblink to go directly to its website.
Metal Additive Manufacturing | Spring 2023 195 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF Advertisers’ index / buyer’s guide
Additive Industries 15 www.additiveindustries.com Avimetal Powder Metallurgy Tech. Co., Ltd 97 en.avimetalam.com BLT - Bright Laser Technologies 101 www.xa-blt.com AMCM GmbH 63 www.amcm.com EOS GmbH 06 www.eos.info Eplus3D 75 www.eplus3d.com Farsoon Technologies 87 www.farsoon.com Guangdong Hanbang 3D Tech Co., Ltd. 77 en.hb3dp.com NPPower d.o.o. 26 www.nppower.eu Open Additive 65 www.openadditive.com SLM Solutions Group AG 10 www.slm-solutions.com TRUMPF SE + Co. KG 45 www.trumpf.com Laser Beam Powder Bed Fusion (PBF-LB) AM MACHINES Directed Energy Deposition (DED) Material Extrusion (MEX) BLT - Bright Laser Technologies 101 www.xa-blt.com TRUMPF SE + Co. KG 45 www.trumpf.com Rapidia Tech Inc 33 www.rapidia.com JEOL Ltd. 39 www.jeol.co.jp Wayland Additive Limited 25 www.waylandadditive.com Electron Beam Powder Bed Fusion (PBF-EB) Vat Photopolymerisation (VPP) Lithoz GmbH 35 www.lithoz.com SPEE3D 136 www.spee3d.com Cold Spray Binder Jetting (BJT) Desktop Metal, Inc. OBC www.desktopmetal.com
Alphabetical index
Metal Additive Manufacturing | Spring 2023 196 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter |
3D Print Paris 165 Addiblast by FerroECOBlast 115 Additive Industries 15 AM 4 AM s.à.r.l 68 AM Forum Berlin 176 AM Solutions - Rösler Group 47 AMCM GmbH 63 America Makes 122 American Isostatic Presses, Inc. 111 AMPOWER GmbH & Co. 49 AMUG 190 Arcast Inc 82 /120 ATM Qness GmbH 113 Avimetal Powder Metallurgy Tech. Co., Ltd 97 AZO GmbH + Co. KG 76 BLT - Bright Laser Technologies 101 Blue Power Casting Systems GmbH 79 Burloak Technologies 56 CADS Additive GmbH 38 Centorr Vacuum Industries 34 CM Furnaces Inc. 99 CNPC Powder Group Co., Ltd. 23 Comet Yxlon 28 Constellium 71 CREMER Thermoprozessanlagen GmbH 116 Desktop Metal, Inc. Outside back cover DSH Technologies 121 ECM Technologies 62 EDM Network Inc. 108 Elnik Systems 08 Eltra GmbH 73 EOS GmbH 06 Eplus3D 75 Equispheres 20 Euro PM2023 Inside back cover Farsoon Technologies 87 Formnext 124 Formnext + PM South China 194 Formnext Forum - Austin 182 Gasbarre Products, Inc. 94 GKN Additive 17 GKN Hoeganaes 57 Granutools 80 Guangdong Hanbang 3D Tech Co., Ltd. 77 Hannover Messe 166 Hexagon Products Development Pvt Ltd. 110 Hiperbaric 104 Höganäs AB 51 IMR Metal Powders Technologies GmbH 72 Indo-MIM 105 Inert Corporation 66 Ipsen Global 42 more >>> Addiblast by FerroECOBlast 115 www.addiblast.com AM Solutions - Rösler Group 47 www.solutions-for-am.com EDM Network Inc. 108 www.edmnetwork.com Inert Corporation 66 www.inertcorp.com Solukon Maschinenbau GmbH 69 www.solukon.de TOP Environmental Technology 89 www.iectop.com United Performance Metals 40 www.upmet.com PRE & POST-PROCESSING TECHNOLOGY Process Sensing Technologies 64 www.processsensing.com Atmosphere analysis PROCESS MONITORING & CALIBRATION HIP SYSTEMS & SERVICES American Isostatic Presses, Inc. 111 www.aiphip.com Hiperbaric 104 www.hiperbaric.com Isostatic Toll Services, LLC 111 www.isostatictollservices.com Pressure Technology, Inc. 85 www.pressuretechnology.com Quintus Technologies AB 59 www.quintustechnologies.com Ophir Optronics Solutions Ltd 112 www.ophiropt.com Laser calibration Advertisers’ index / buyer’s guide


Metal Additive Manufacturing | Spring 2023 197 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
Metal Additive Manufacturing | Spring 2023 198 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | HEAT TREATMENT & SINTERING Centorr Vacuum Industries 34 www.vacuum-furnaces.com CM Furnaces Inc. 99 www.cmfurnaces.com CREMER Thermoprozessanlagen GmbH 116 www.cremer-polyfour.de ECM Technologies 62 www.ecm-furnaces.com Elnik Systems 08 www.elnik.com Gasbarre Products, Inc. 94 www.gasbarre.com Ipsen Global 42 www.ipsenglobal.com LÖMI GmbH 86 www.loemi.com MUT Advanced Heating GmbH 90 www.mut-jena.de T-M Vacuum Products Inc 102 www.tmvacuum.com TAV Vacuum Furnaces SPA 81 www.tav-vacuumfurnaces.com Sintering, debinding and heat treatment systems DSH Technologies 121 www.dshtech.com Toll debinding & sintering NEL Hydrogen 92 www.nelhydrogen.com Gas & gas generation Isostatic Toll Services, LLC 111 JEOL Ltd 39 Jiangsu Jinwu New Material Co., Ltd. 93 Jiangxi Yuean Superfine Metal Co., Ltd. 119 Kennametal Inc. 60 Kymera International 91 LECO Corporation 41 Lithoz GmbH 35 LÖMI GmbH 86 Malvern Panalytical 103 Metal Powder & Process Limited 14 Metal Powder Works, Inc. 44 Metalpine GmbH 32 Microtrac Retsch GmbH 107 Mimete S.r.l. 31 MUT Advanced Heating GmbH 90 NEL Hydrogen AS 92 NPPower d.o.o. 26 Open Additive 65 Ophir Optronics Solutions Ltd 112 Oqton, Inc. 19 Outokumpu 37 PM China 2023 197 Pometon S.p.A. 18 PowderMet2023 / AMPM2023 189 Praxair S.T. Technology, Inc Inside front cover Pressure Technology, Inc. 85 Process Sensing Technologies 64 Quintus Technologies AB 59 RAPID + TCT 150 Rapidia Tech Inc 33 Rio Tinto 117 S&S Scheftner GmbH 24 Safina, a.s. 98 Sandvik Additive Manufacturing 27 Seurat Technologies 04 Shanghai Truer Technology Co., Ltd 61 SLM Solutions Group AG 10 Solukon Maschinenbau GmbH 69 SPEE3D 136 T-M Vacuum Products Inc 102 TANIOBIS GmbH 53 TAV Vacuum Furnaces SPA 81 Tekna 13 TIPRO International Co., Ltd 106 TOP Environmental Technology 89 toolcraft AG 84 TRUMPF SE + Co. KG 45 Ultra Fine Specialty Products 83 United Performance Metals 40 VBN Components AB 95 VDM Metals 67 voestalpine Additive Manufacturing 55 Wayland Additive Limited 25 World PM2024 193 ZEISS International 88 Advertisers’ index / buyer’s guide INSPECTION & CALIBRATION Comet Yxlon 28 yxlon.comet.tech ZEISS International 88 www.zeiss.com X-ray CT systems
TO OUR NEWSLETTER SUBSCRIBE
The Metal Additive Manufacturing e-newsletter is sent to key metal AM industry professionals worldwide, twice a week. Register today to ensure you benefit from reading the latest industry news and advances in metal AM.

E-newsletter subscribers also benefit from a free digital subscription to Metal AM magazine. As soon as each new issue is available we’ll send you an email containing a direct link to your free digital copy.
www.metal-am.com/subscribe-tothe-metal-additive-manufacturing-enewsletter
www.metal-am.com

Metal Additive Manufacturing | Spring 2023 199 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
COMMUNICATIONS INOVAR
METAL AM
Metal powders
Metal Additive Manufacturing | Spring 2023 200 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | Advertisers’ index / buyer’s guide Powder processing, classification & analysis ATM Qness GmbH 113 www.qatm.com Blue Power Casting Systems GmbH 79 www.bluepower-casting.com Eltra GmbH 73 www.eltra.com Granutools 80 www.granutools.com LECO Corporation 41 www.leco.com Malvern Panalytical 103 www.malvernpanalytical.com Microtrac Retsch GmbH 107 www.microtrac.com Arcast Inc. 120 www.arcastinc.com Blue Power Casting Systems GmbH 79 www.bluepower-casting.com Metal Powder & Process Limited 14 www.metalpowderprocess.co.uk Tekna 13 www.tekna.com Hexagon Products Development Pvt Ltd. 110 www.alphiemixer.com Atomisers Feedstock mixers POWDERS, POWDER PRODUCTION & ANALYSIS AM 4 AM s.à.r.l 68 www.am-4-am.com Arcast Inc. 82 www.arcastinc.com Avimetal Powder Metallurgy Tech. Co., Ltd 97 en.avimetalam.com BLT - Bright Laser Technologies 101 www.xa-blt.com CNPC Powder Group Co., Ltd. 23 www.cnpcpowder.com Constellium 71 www.constellium.com Equispheres 20 www.equispheres.com GKN Hoeganaes 57 www.gknpm.com Höganäs AB 51 www.hoganas.com IMR Metal Powders Technologies GmbH 72 www.imr-metalle.com Jiangsu Jinwu New Material Co., Ltd 93 en.jsjinwu.com Jiangxi Yuean Superfine Metal Co., Ltd 119 www.yueanmetal.com Kennametal Inc. 60 www.kennametal.com Kymera International 91 www.kymerainternational.com Metal Powder Works, Inc. 44 www.metalpowderworks.com Metalpine GmbH 32 www.metalpine.at Mimete S.r.l. 31 www.mimete.com Outokumpu 37 www.outokumpu.com Pometon S.p.A. 18 www.pometon.com Praxair S.T. Technology, Inc IFC www.praxairsurfacetechnologies.com Rio Tinto 117 www.riotinto.com S&S Scheftner GmbH 24 www.scheftner.dental
Safina, a.s. 98 www.safina.cz Sandvik Additive Manufacturing 27 www.additive.sandvik Shanghai Truer Technology Co., Ltd 61 www.prep-system.com TANIOBIS GmbH 53 www.taniobis.com Tekna 13 www.tekna.com TIPRO International Co., Ltd 106 www.tiproti.com Ultra Fine Specialty Products 83 www.ultrafinepowder.com VDM Metals 67 www.vdm-metals.com
THE ONLY MAGAZINE DEDICATED TO MIM, CIM AND SINTER-BASED AM TECHNOLOGIES

Our exclusive deep-dive articles, company profiles, conference reports and e-newsletters are of great value to those interested in this advanced manufacturing technology for the production of complex, high volume net-shape components


Metal Additive Manufacturing | Spring 2023 201 Vol. 9 No. 1 © 2023 Inovar Communications Ltd | contents | news | events | advertisers | print sub | newsletter | GETPDF
WWW.PIM-INTERNATIONAL.COM COMMUNICATIONS INOVAR

Metal Additive Manufacturing | Spring 2023 202 © 2023 Inovar Communications Ltd Vol. 9 No. 1 | contents | news | events | advertisers | print sub | newsletter | 3D Print Paris 165 www.3dprint-exhibition-paris.com AM Forum Berlin 176 www.am-forum.de AMUG 190 www.amug.com Euro PM2023 IBC www.europm2023.com Formnext 124 www.formnext.com Formnext + PM South China 194 www.formnext-pm.com Formnext Forum - Austin 182 www.formnextforum.com Hannover Messe 166 www.hannovermesse.de PM China 2023 197 www.pmexchina.com PowderMet2023 / AMPM2023 189 www.powdermet2023.org / www.ampm2023.org RAPID + TCT 150 www.rapid3devent.com World PM2024 193 www.worldpm2024.com EVENTS & COURSES CADS Additive GmbH 38 www.cads-additive.com Oqton, Inc. 19 www.oqton.com AM SOFTWARE PART MANUFACTURERS AM Solutions - Rösler Group 47 www.solutions-for-am.com AZO GmbH + Co. KG 76 www.azo.com BLT - Bright Laser Technologies 101 www.xa-blt.com Burloak Technologies Inc. 56 www.burloaktech.com GKN Additive 17 www.gknadditive.com Indo-MIM 105 www.indo-mim.com Kennametal Inc. 60 www.kennametal.com Sandvik Additive Manufacturing 27 www.additive.sandvik Seurat Technologies 04 www.seuratech.com toolcraft AG 84 www.toolcraft.de VBN Components AB 95 www.vbncomponents.se voestalpine Additive Manufacturing 55 www.voestalpine.com/additive-manufacturing America Makes 122 www.americamakes.us AMPOWER GmbH & Co. 49 www.additive-manufacturing-report.com DSH Technologies 121 www.dshtech.com CONSULTING, TRAINING, MARKET DATA & ASSOCIATIONS RESOURCEFORTHEMETALAMINDUSTRY 2. WEBSITE // coverage, global events listings and EUROPE 61% Average page loads per Average sessions per month* Year on year session growth 61,661 43,391 36% METAL AM MAGAZINE: DIGITAL + PRINT // 8-9 WEBSITE // E-NEWSLETTER // 12-13 RATES // 14 CONTACT // 2022 Media Pack platform for the metal Additive Manufacturing 3D printing industry For information on advertising contact Jon Craxford, Advertising Sales Director Tel: +44 207 1939 749 jon@inovar-communications.com Wish you were listed? Advertisers’ index / buyer’s guide








Congress & Exhibition europm2023.com 1 - 4 October 2023 Lisbon, Portugal EURO POWDER METALLURGY Reserve Your Exhibition Stand
The Shop System™
Now offering an expanded lineup of the world’s best-selling metal binder jet machine
Shop System
The original plug-and-play solution from Desktop Metal to get started 3D printing metal parts fast - no prior binder jetting experience required
Everything you need at an affordable price. Intuitive software drives a complete system, from 3D printer and depowdering station to an industrial-grade furnace

Shop System+
A more economic solution for high-power customers to reduce operating costs with locked in discounts on DM powder and binders
Lower the cost of additive operations and improve part costs to drive faster ROI with the same plug-and-play experience and materials as the base package
Shop System Pro
A more flexible solution for customers with powder metallurgy experience that unlocks custom printing and sintering process parameters
Expand beyond DM-supplied alloys to new applications or reduce operating costs through the use of third-party or proprietary powders
Learn more by downloading the Shop System specifications teamdm.com/ShopPackages
NEW PACKAGES AVAILABLE